Опыт модернизации 3D-принтера Ender 3 V2 для высокоскоростной печати
Как бюджетный DIY-принтер, Ender 3 V2 действительно медленный. Сначала казалось, что модернизация не нужна, но на самом деле апгрейд экструдера стоит всего 60 юаней. Чем раньше сделаешь, тем раньше насладишься результатом. Удвоение скорости — это как иметь два принтера. И вся модернизация, кроме регулировки напряжения на материнской плате, не требует вмешательства в остальные её части. Можно делать вместе с установкой второго Z-вала.
Ender 3 — уже принтер с наибольшим количеством информации в сети, но в процессе я всё равно столкнулся со многими ситуациями, по которым не было данных. Ниже мой путь апгрейда, можно модернизировать последовательно.
1. Экструзия
Первой проблемой стало проскальзывание экструдера, из-за чего на середине печати нить сдиралась, и печать проваливалась. Это проблема однозубчатого экструдера. Обычно её идеально решает замена на китайский клон BMG экструдера за 23 юаня. Это самый простой апгрейд, недорогой, и к тому же большинство прямых экструдеров используют этот BMG экструдер, так что в любом случае не прогадаешь.
После установки передаточное отношение оси E нужно установить на 425.5, это можно сделать в настройках экрана.
2. Переполнение заполнения / слоновья нога / избыточная экструзия
Затем при сплошном заполнении первого или последнего слоя возникало переполнение. Сначала думал, что это избыточная экструзия, но при калибровке экструзии с помощью калибровочного куба обнаружил, что ширина линий на правой грани всегда меньше, чем на других.
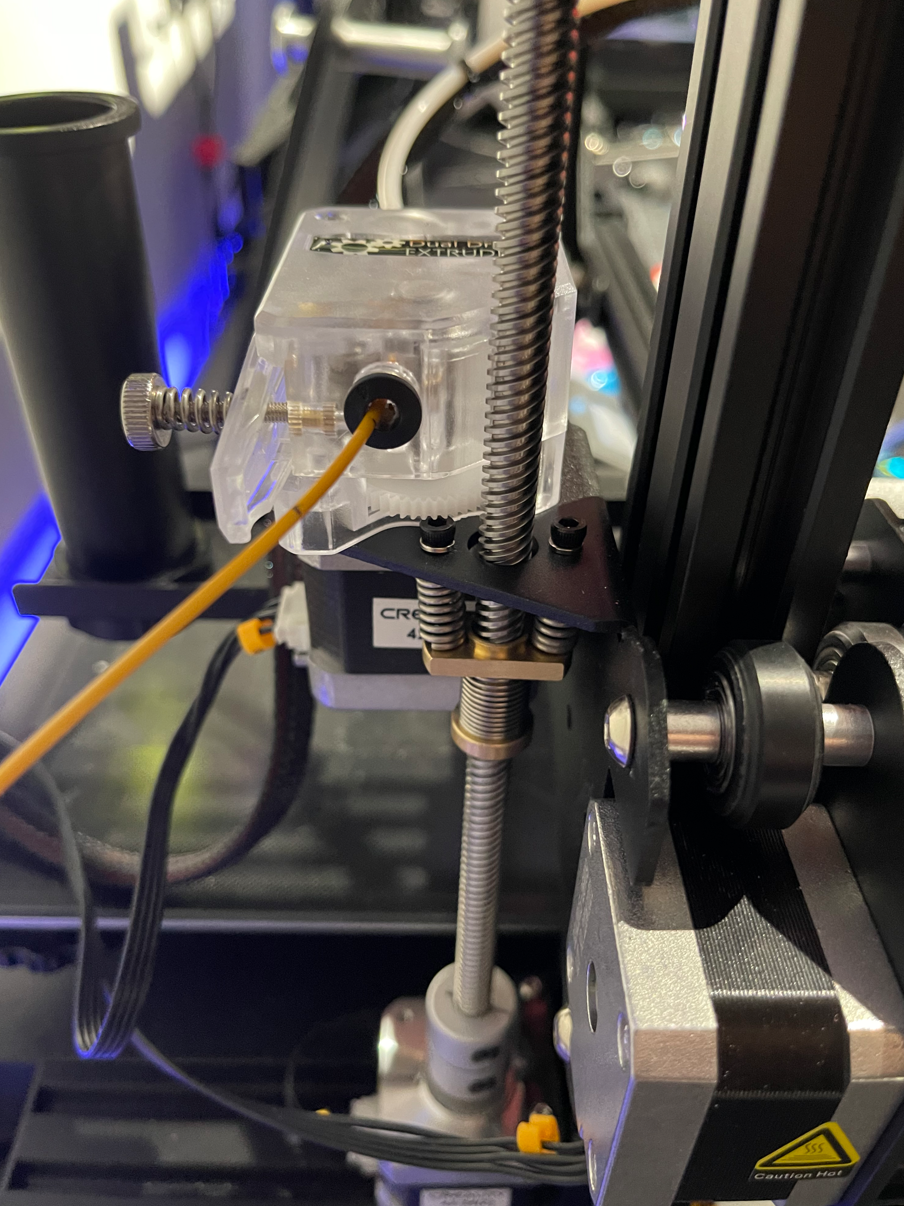
Это потому, что Ender 3 — машина с одним ходовым винтом, который поддерживает только левую сторону, а правая сторона висит в воздухе. Поэтому при подъёме оси Z правая сторона поднимается на произвольную высоту, и первые несколько слоёв точно поднимаются недостаточно. Высота слоя 0.2 мм может вначале составлять всего 0.1 мм на слой. Ослабление винта правого ролика немного помогает.

Неточная высота слоя серьёзно влияет на качество и усложняет отладку при возникновении проблем. Чтобы увидеть идеальные слои, необходимо провести апгрейд.
На 1688 за 77 юаней купил комплект для второго Z-вала. Говорят, не нужно разбирать материнскую плату, установка очень простая. После установки пробной печати оказалось, что перед каждой печатью нужно выравнивать стол, и как ни выравнивай, идеально не получается, во время печати также появлялась рябь.
Исправление двойного Z 1: Изменение напряжения
Во-первых, потому что два шаговых двигателя оси Z подключены параллельно, из-за чего тока двигателям не хватает. Двигатели, которые раньше грелись, теперь на ощупь холодные, поэтому крутящего момента недостаточно, винт проскальзывает, и высота слоя всё равно нестабильна.
Решение — увеличить ток шаговых двигателей, но я обнаружил, что нельзя изменить программно, ни через прошивку, ни командой M906. Причина будет объяснена позже.
Пришлось разобрать материнскую плату и с помощью мультиметра отрегулировать напряжение $V_{ref}$ драйвера шагового двигателя оси Z на плате. Рядом с каждым драйвером двигателя есть регулировочный потенциометр, нужно регулировать, измеряя напряжение мультиметром (осторожно, не замкнуть на другие элементы).
Сначала формула, для серии TMC формула: $\frac {I_{max}} {\sqrt 2}=\frac {325mV} {R_{SENSE}+30m\Omega} * \frac 1 {\sqrt 2} * \frac {V_{ref}} {2.5V}$
На моей плате SMD-резистор R150, поэтому простая математика: $R_{SENSE}=150m\Omega$ $\frac {I_{max}} {\sqrt 2} = \frac {325mV} {180m\Omega} * \frac 1 {\sqrt 2} * \frac {V_{ref}} {2.5V}$ $\frac {I_{max}} {\sqrt 2} / (\frac {325mV} {180m\Omega} * \frac 1 {\sqrt 2} * \frac 1 {2.5V} ) = V_{ref}$ $I_{max} * \frac {2.5V} {\frac {325mV} {180m\Omega}} = V_{ref}$ $V_{ref} \approx 1.3846153846153846 *I_{max}$
Заводское значение $V_{ref}$ для драйвера оси Z составило 1.18В, что соответствует спецификации двигателей осей XYZ Ender 3 V2 $I_{max}=0.84A$. Удвоить сразу показалось слишком много, да и превышает максимум TMC2208 1.4 RMS. Я установил, удвоив ток 0.58A (ток раннего Ender3) до 1.16A, поэтому отрегулировал $V_{ref}$ до 1.6066В.
Диапазон 1.6В-1.65В безопасно решает эту проблему, но фактического тока всё равно недостаточно, двигатели всё ещё не греются. Я попробовал установить 2В и 1.8В, но двигатели случайно отключались, видимо, действительно нельзя приближаться к максимуму. Кроме того, правый двигатель был горячее, даже при 1.7В при печати ABS и повышении температуры справа происходили пропуски шагов. В общем, после всех мучений начал понимать схему с одним двигателем и ремнём, приводящим два винта — по крайней мере, нужно заботиться о точности только одного двигателя.

Если будете менять напряжение, советую сначала не трогать, для высоких скоростей напряжение тоже нужно менять.
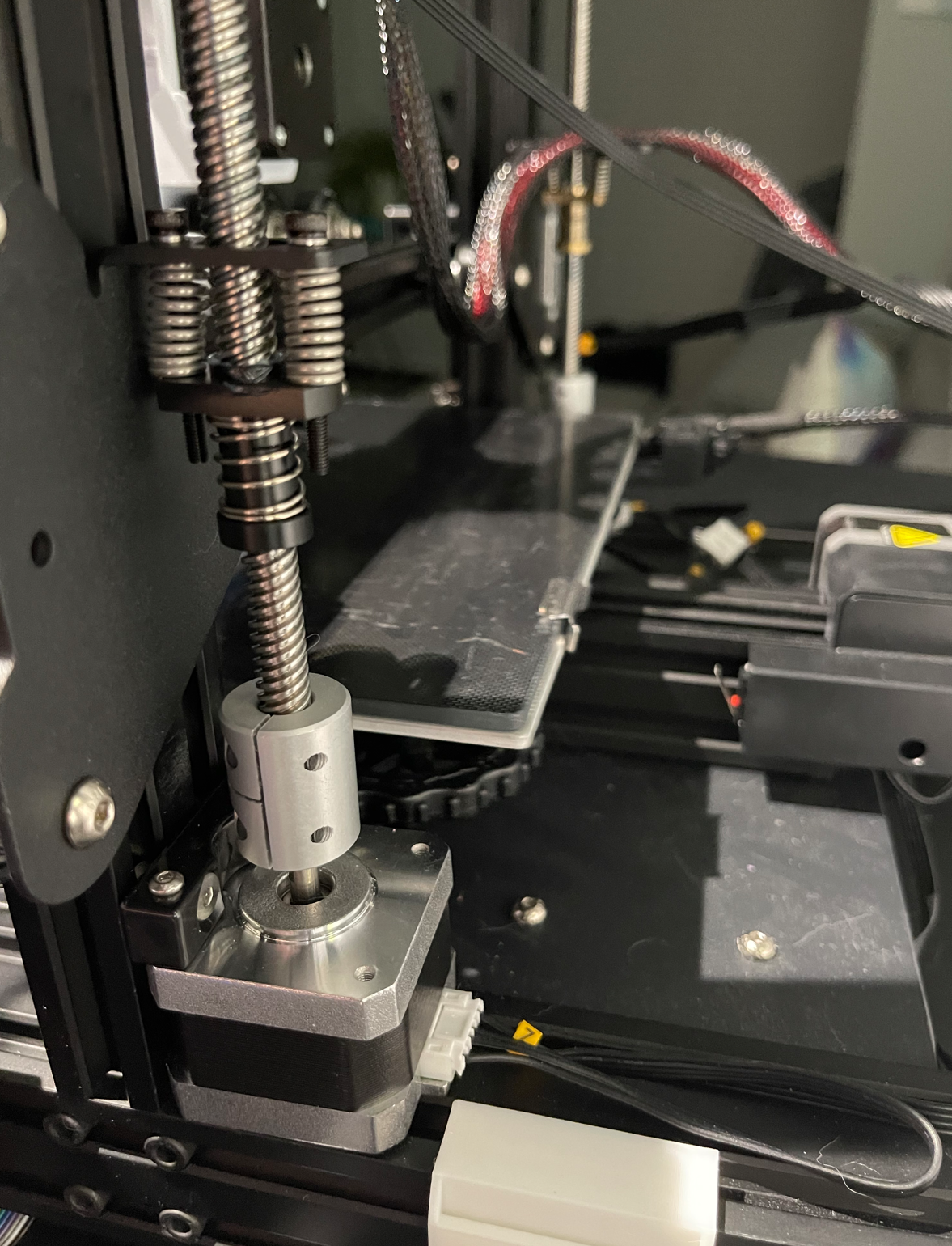
Исправление двойного Z 2: Решение проблемы кривизны вала
Всё-таки дешёвый товар, вал может быть кривым, или могут быть небольшие погрешности установки, из-за чего сопротивление двигателя оси Z слишком велико. Сначала я снял верхнюю опору ходового винта, сопротивление значительно уменьшилось. Затем добавил допуск для винта, например, использовал гибкую муфту или что-то подобное.
3. Модернизация для высокой скорости
При попытке высокоскоростной печати на e3v2 при увеличении скорости возникала неравномерность экструзии, весь выдавливаемый пластин скапливался в углах, модель получалась ужасной. Чувствовалось, что это из-за накопления давления в полости хотэнда при Bowden-экструзии. В общем, проблема решилась после апгрейда хотэнда и перехода на прямой экструдер. Текущий расход хотэнда $12mm^3/s$, при сопле 0.4 и высоте слоя 0.2 максимальная скорость всего 133 мм/с.
По степени влияния важность модернизаций: $Обновление прошивки и настройка параметров > Перепайка TMC для оси E > E3DV6 Volcano > Прямой экструдер$
Перепайка TMC для оси E может значительно увеличить скорость контуров, в этой статье не рассматривается.
Модернизация на прямой экструдер
Я не тестировал отдельно, улучшает ли прямой экструдер качество, потому что делал это вместе с другими изменениями, но даже если эффект небольшой, он всё равно необходим, потому что точно уменьшает ретракт. Для моделей с большим количеством ретрактов это может значительно увеличить скорость печати (для лунного светильника на 22%).
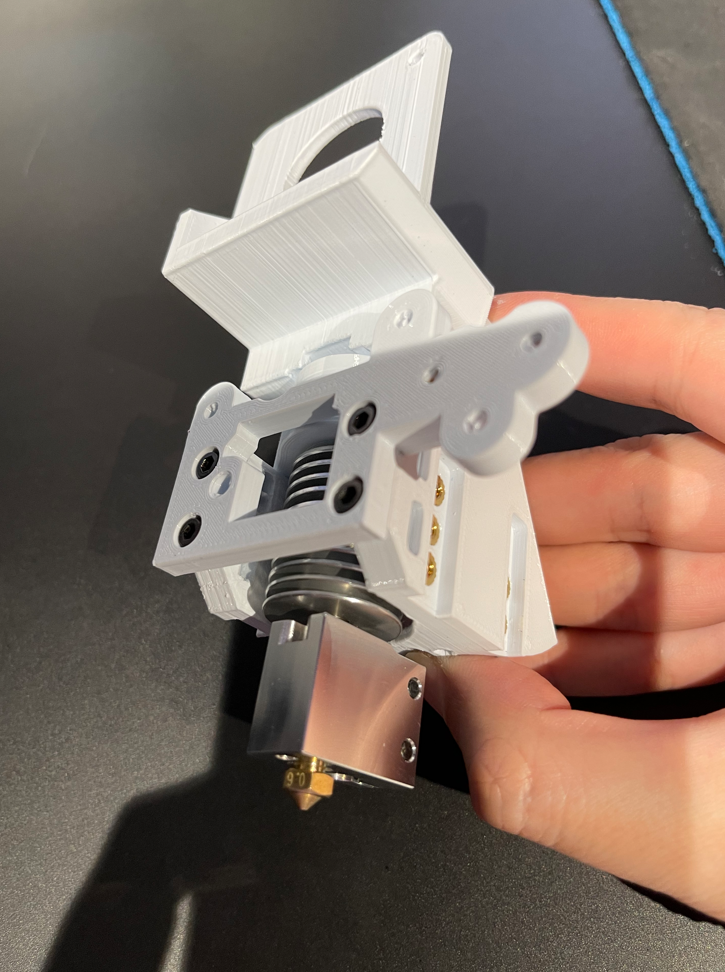
Нужно просто разместить ранее купленный BMG экструдер и двигатель над хотэндом, для этого нужно самостоятельно напечатать кронштейн из ABS+.
Я сначала выбрал кронштейн HeroMe V6: HMG6 DD Base E3DV6-Revo Six-BMO - Bondtech BMG Reverse, потому что это один из немногих кронштейнов, где двигатель экструдера расположен сзади, центр тяжести ближе к середине. Также нужно напечатать детали: Ender 3 Series Gantry Clip, Ender 3V2 E3DV6-Revo Six-BMO Gantry Adapter, HMG6 E3D V6 collar, HMG6-tall-lightweight-5015.
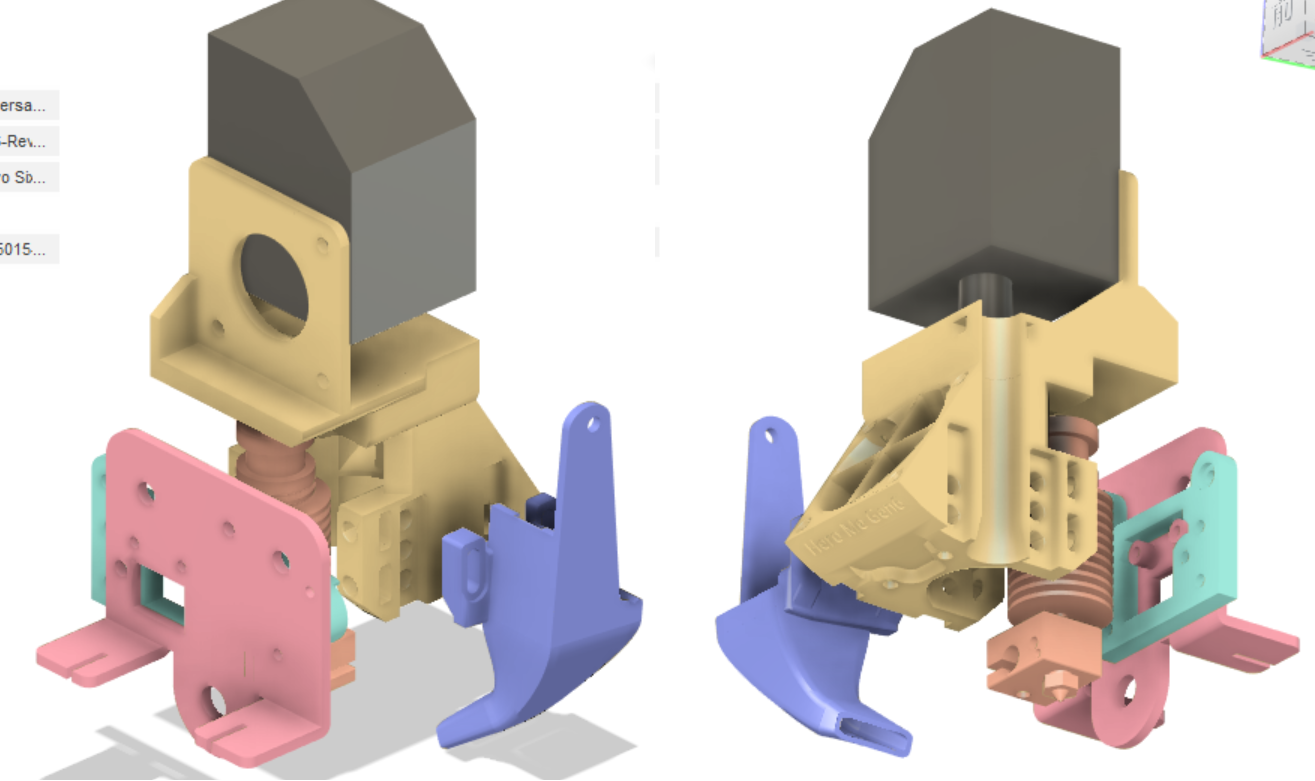
У этого кронштейна есть недостатки:
- Вся печатающая головка крепится на адаптер, который, в свою очередь, крепится к основанию, из-за чего легко возникает вибрация, особенно при печати PETG.
- Обслуживать хотэнд очень неудобно, нужно разбирать всё полностью.
- Из-за пункта 1 вибрация вентилятора также вызывает вибрацию всей печатающей головки.
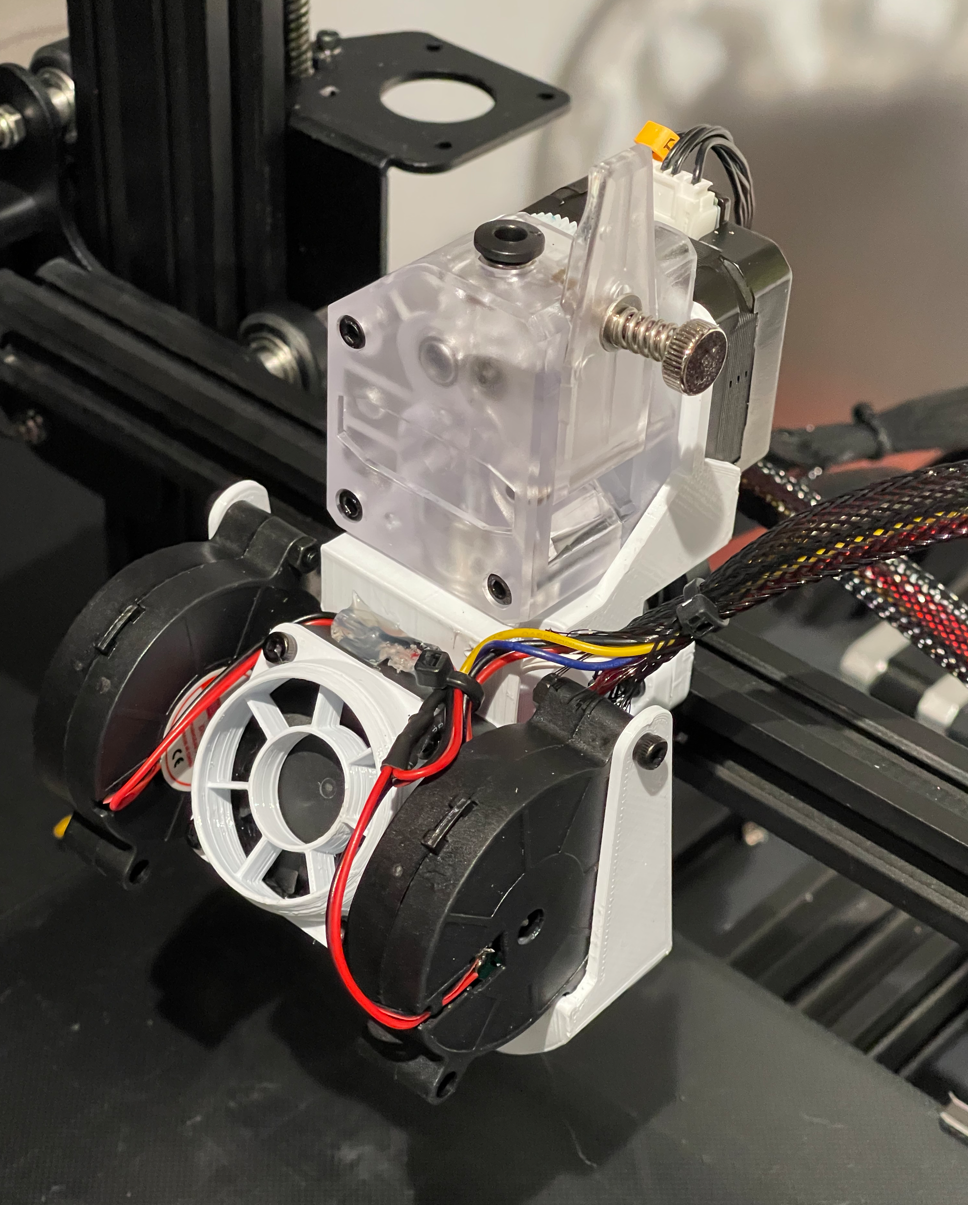
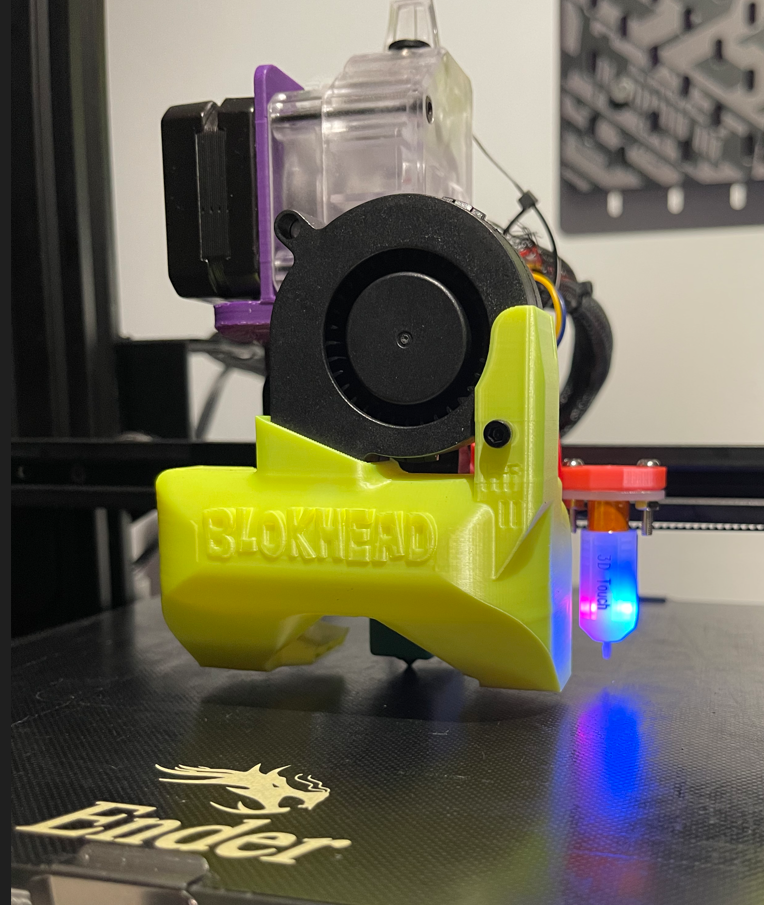
Поэтому я попробовал напечатать из ABS+ кронштейн Petsfang: BMG.E3d.Volc.AIOBase.3.16.21, E3D.30mmCap.3.16.21, а из PLA напечатал Blokhead_HI.Flow.II.5.26.21, End3v2.Backbrace.3.16.21, VOLC.BLT.X48_Y-2_Rt.3.16.21. После установки вибрация действительно исчезла.

Для печати кронштейнов нужна куча винтов, для HeroMe ещё нужны вставные гайки. Я вслепую купил все крепёжные элементы из раздела sourcing guide для Voron2.4, чтобы не выбирать. В основном всё необходимое для модернизации принтера там есть. Потратил больше 200, дорого, поэтому в стоимости не учитываю.
Апгрейд хотэнда
Китайский клон E3D V6 — 2.6 юаня (выбрать для Bowden), нагревательный блок E3D Volcano — 7.5 юаня, сопло Volcano — 1 юань (или обычный нагревательный блок + сопло CHT за 10 юаней). Общая стоимость не более 12 юаней, король性价比.
Расход Volcano $25mm^3/s$ — сразу вдвое больше, нагрев достаточный, адгезия слоёв выше, можно ставить сопло 0.6, сопло 0.4 у меня уже пылится. Однако в полости Volcano больше расплава, ретракт менее эффективен,容易滴漏和拉丝, нужно поддерживать высокую скорость. Сопло CHT может увеличить расход на 30% без замены нагревательного блока.
Полностью металлическую тепловую трубку используйте только для печати ABS, потому что высокая температура металлической трубки может расплавить PLA, слишком большой ретракт или медленная подача приводят к засорам.
Я также обновил датчик температуры NTC100K на 350 градусов за 4 юаня, чтобы печатать ABS при более высокой температуре; и нагревательный элемент 24V 50W за 10 юаней, в основном потому что обнаружил, что при полной мощности вентилятора и расходе 25, элемент на 40W не успевает нагреваться и происходит остановка. Но цель этой статьи — удвоение скорости, на таких скоростях нагревательный элемент можно не менять.
Вентилятор охлаждения хотэнда можно использовать штатный 4010 от родного хотэнда, для воздуховода используйте турбинный вентилятор 5015 за 10 юаней. Для установки я поленился и просто отрезал провода от родного турбинного вентилятора и припаял новый.
Я хотел найти компактный кронштейн для хотэнда, который объединяет BMG и прямой E3DV6, но крепление оси X Ender3 слишком ограничено, чтобы это реализовать. Больше вариантов появится при замене на линейные направляющие. Можно купить китайскую линейную направляющую за 40 юаней, но不如直接 собрать Voron.
При сборке хотэнда можно добавить промышленную термопасту, выдерживающую 400 градусов, нанести на датчик, нагревательный элемент, резьбовую часть тепловой трубки только со стороны радиатора. Промышленная термопаста 100 грамм стоит около 60 юаней, дорого, поэтому в стоимости не учитываю.
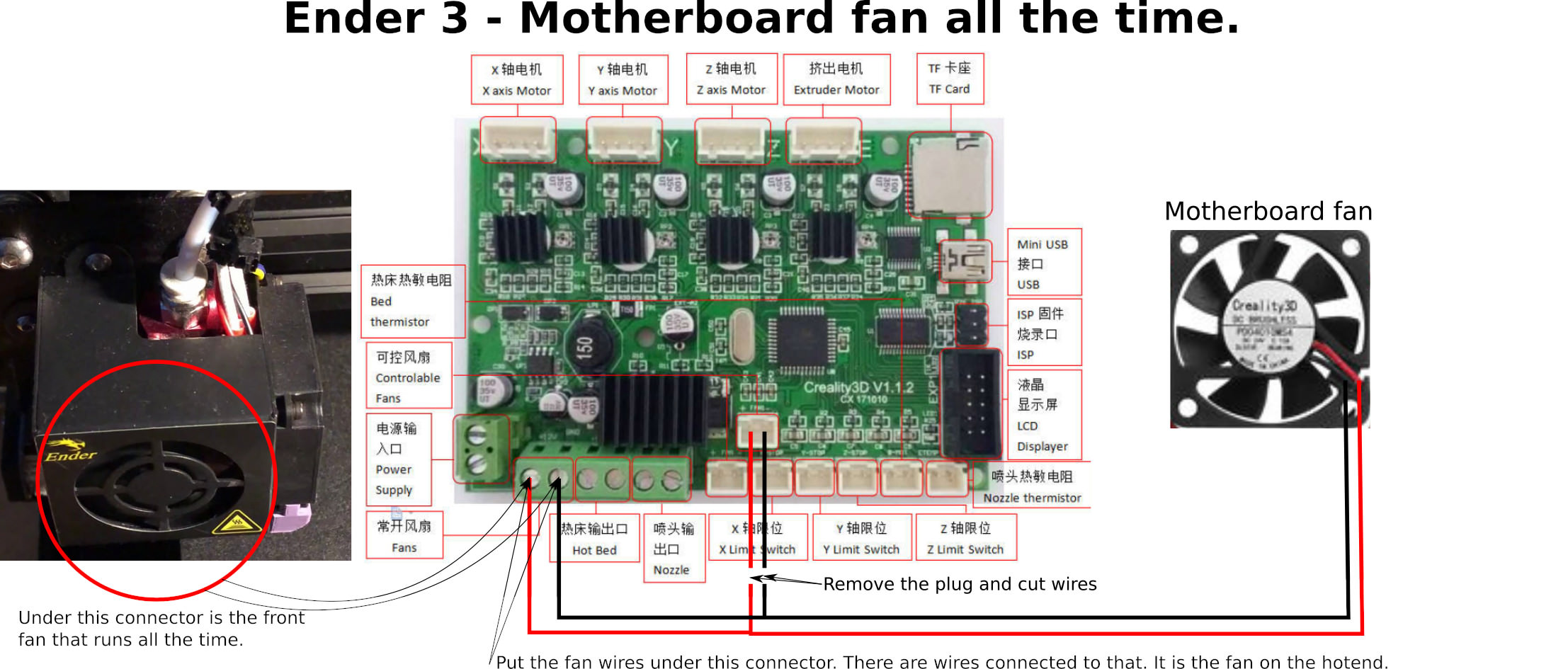
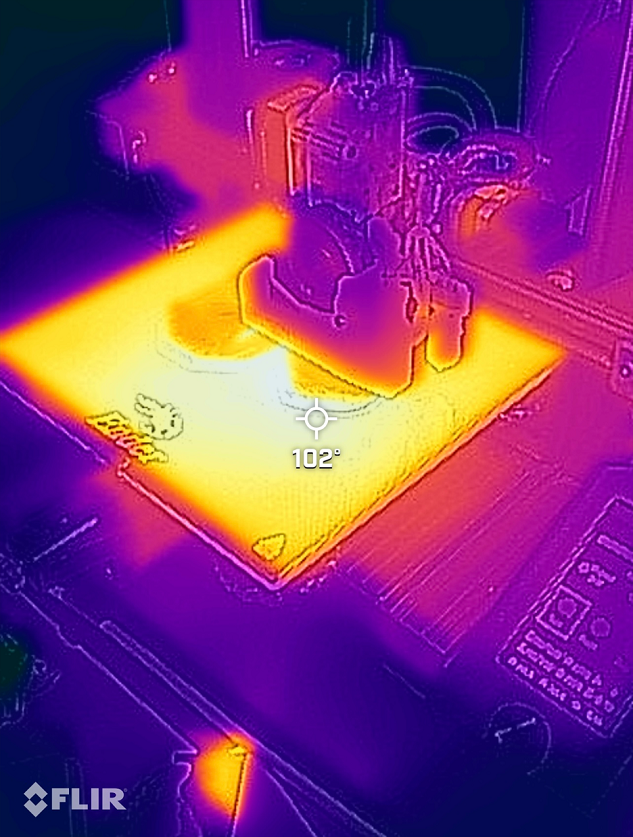
Повышение температуры стола
Штатный стол поддерживает только 90 градусов, на практике при печати ABS отключается уже при 80 градусах. Это потому что вентилятор материнской платы сейчас включается вместе с вентилятором обдува, но при печати ABS обдув обычно выключен, плюс стол 90 градусов — и ваша материнская плата может booom. Нужно переподключить провода, чтобы вентилятор работал постоянно.
После изменения можно выставлять 110 градусов. Позже будут ещё два изменения материнской платы, можно сделать всё вместе.
Замена шагового двигателя экструдера
Нужно заменить на 42-й “блинный” двигатель толщиной менее 23 мм (13 юаней), иначе слишком тяжело, а с задним кронштейном ещё и будет задевать профиль. Здесь снова нужно отрегулировать напряжение двигателя, потому что тонкий двигатель явно не выдержит исходное напряжение и будет перегреваться. Измеренное заводское значение $V_{ref}$ для драйвера E — 1.38В. Номинальный ток купленного мной двигателя 42-23 — 1A, пересчитываем в RMS $I_{max}$ = 0.707A, поэтому я отрегулировал $V_{ref}$ до 0.98В, на ощупь температура стала нормальной.
Во время тестов также обнаружил, что двигатель экструдера не работает, дёргается и останавливается. Подумал, что материнская плата сгорела, долго тестировал, оказалось, что клемма разъёма провода оси E на заводе плохо обжата. Не думал, что провод двигателя тоже может быть неисправен.
Изменение параметров прошивки
После всей пайки и сборки наступает очередь изменения параметров прошивки Marlin. Я выбрал прямое изменение параметров JyersUI, удобно. Открываем в VSCode, устанавливаем расширение PlatformIO, можно сразу компилировать, не нужно настраивать опции компиляции. После компиляции копируем bin-файл на SD-карту, вставляем, включаем, готово. (Иногда по неизвестной причине плата не обновляется, нужно изменить часть имени файла с firmware.)
Я использовал конфигурационный файл UBL-BLTouch-10x10, потому что установил 3DTouch. После копирования конфигурационного файла в папку Marlin изменяем Configuration.h:
#define HEATER_0_MAXTEMP 300 // Хотэнд теперь может до 300 градусов, датчик температуры тоже выбран на 350 градусов.
#define EXTRUDE_MINTEMP 160 // Добавив эту строку, можно печатать просроченным пластиком, стоимость быстро падает с 90/1кг до 25😂
#define DEFAULT_MAX_FEEDRATE { 500, 500, 10, 120 } // Увеличение скорости
#define DEFAULT_MAX_ACCELERATION { 1500, 1500, 200, 2000 } // Это консервативные настройки у