3Dプリンター Ender 3 V2 高速改造・アップグレード経験
コストパフォーマンスに優れたDIY機として、Ender 3 V2の速度は本当に遅いです。最初はアップグレードする必要はないと思っていましたが、実はプリントヘッドの改造はたった60元で済み、早く改造すれば早く楽しめ、速度が倍になれば2台持っているのと同じです。しかも、この改造全体はマザーボードの電圧調整を除いて、マザーボードの他の部分には一切手を加える必要がなく、デュアルZ軸の改造と一緒に行えばいいのです。
Ender 3はすでにネット上で情報が最も多いプリンターですが、それでも過程では多くの情報がない状況に遭遇しました。以下が私のアップグレードルートで、順番に改造することができます。
1. 押し出し
最初に遭遇したのは押し出しのスリップで、途中でフィラメントを削り取り、プリントが失敗することでした。これはシングルギア押し出し機の問題で、一般的に23元の国産BMGクローン押し出し機に交換すれば完璧に解決できます。これは最も簡単なアップグレードで、高くもなく、さらにほとんどのダイレクトドライブプリントヘッドはこのBMG押し出し機を使用するので、どちらにしても損はありません。
取り付け後、E軸のギア比を425.5に調整する必要があります。画面内で設定できます。
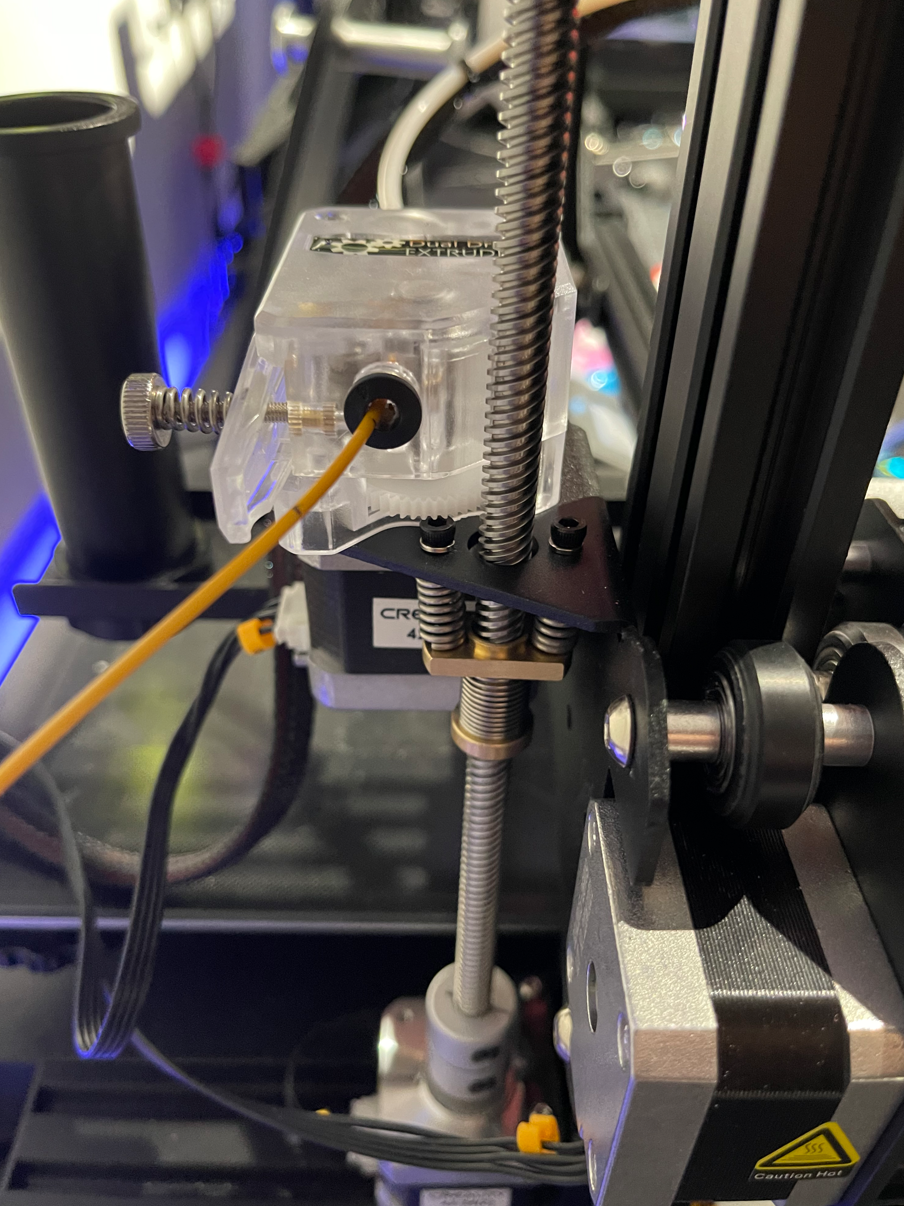
2. インフィルオーバーフロー/エレファントフット/オーバーエクストルージョン
次に、底面や上面を完全に埋める際に、オーバーフローが発生する場合がありました。最初はオーバーエクストルージョンだと思いましたが、花瓶形状のキャリブレーションブロックで押し出しキャリブレーションを行った際、右側の面のライン幅が常に他の面より小さいことに気づきました。
これは、Ender 3がシングルリードスクリュー機で、左側にしかリードスクリューのサポートがなく、右側はオーバーハングしているためです。そのため、Z軸を上げる際、右側が実際にどれだけ上がるかは気まぐれで、最初の数層は必ず上げ幅が少なすぎます。0.2mmのレイヤー高でも、最初は1層あたり0.1mmしか上がらないかもしれません。右側のVホイールのネジを緩めると、ほんの少し改善されます。

レイヤー高さが不正確だと品質に深刻な影響を与え、多くの問題が発生した際のデバッグにも影響します。完璧なレイヤーラインを見たいなら、アップグレードは必須です。
1688で77元でデュアルZ軸キットを購入しました。マザーボードを分解する必要はなく、全体の取り付けは簡単とのことでした。取り付け後にテストプリントすると、毎回プリント前にレベル調整が必要で、どう調整しても水平にならず、プリント中にもウェーブ模様が発生しました。
デュアルZ修正1:電圧調整
一つ目の原因は、Z軸の2つのステッピングモーターが並列接続されたため、ステッピングモーターの電流が不足していることです。本来なら熱くなるはずのステッピングモーターが触っても冷たく、トルク不足でリードスクリューがスリップし、レイヤー高さが依然として不安定でした。
解決策はステッピングモーターの電流を増やすことですが、ソフトウェアでは変更できないことがわかりました。ファームウェア内でもM906コマンドでもです。理由は後述します。
マザーボードを分解し、マルチメーターを使ってマザーボード上のZ軸ステッピングモータードライバーの$V_{ref}$電圧を調整するしかありませんでした。各ステッピングモータードライバーの横に調整用のボリュームがあり、マルチメーターで電圧を測定しながら調整します(他の部分に触れてショートしないように注意)。
まずは計算式です。TMCシリーズの式は:$\frac {I_{max}} {\sqrt 2}=\frac {325mV} {R_{SENSE}+30m\Omega} * \frac 1 {\sqrt 2} * \frac {V_{ref}} {2.5V}$
私のマザーボード上のチップ抵抗はR150なので、小学校の算数: $R_{SENSE}=150m\Omega$ $\frac {I_{max}} {\sqrt 2} = \frac {325mV} {180m\Omega} * \frac 1 {\sqrt 2} * \frac {V_{ref}} {2.5V}$ $\frac {I_{max}} {\sqrt 2} / (\frac {325mV} {180m\Omega} * \frac 1 {\sqrt 2} * \frac 1 {2.5V} ) = V_{ref}$ $I_{max} * \frac {2.5V} {\frac {325mV} {180m\Omega}} = V_{ref}$ $V_{ref} \approx 1.3846153846153846 *I_{max}$
Z軸ドライバーの出荷時の$V_{ref}$を測定すると1.18Vで、Ender 3 V2のXYZ軸モーターの$I_{max}=0.84A$仕様に合致しています。単純に倍にすると大きすぎるし、TMC2208の最大値1.4RMSも超えてしまうので、0.58A(初期Ender3の電流)を倍の1.16Aとして、$V_{ref}$を1.6066Vに調整しました。
1.6V-1.65Vの範囲で安全にこの問題は解決できますが、実際の電流はまだ不足しており、モーターはまだ熱くなりません。2Vや1.8Vに変更してみましたが、モーターがランダムに停止してしまい、どうやら最大値に近づけてはいけないようです。さらに、右側のモーターの方が少し熱くなり、1.7Vに設定してABSをプリントすると温度が上がると右側がステッピングを失いました。とにかく試行錯誤しているうちに、シングルモーターでベルトを使って1台で2台を駆動する方式の良さが理解できてきました。少なくとも一つのモーターの精度だけを気にすればいいのですから。

電圧を変更する場合は、まず調整せず、高速化にも電圧変更が必要です。
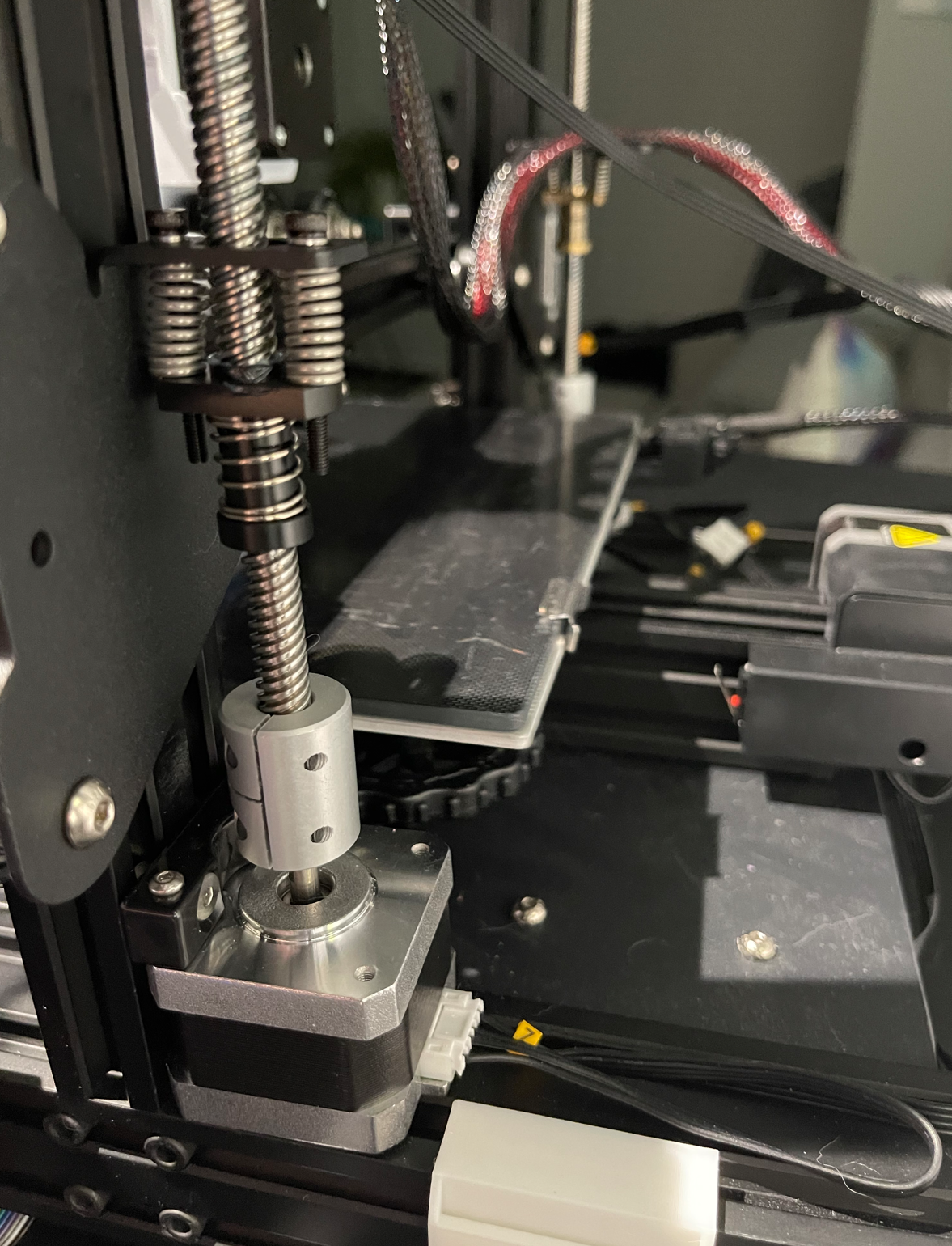
デュアルZ修正2: シャフトの曲がり対策
安物なので、シャフトが曲がっていたり、取り付け寸法にわずかな誤差があったりして、Z軸モーターの抵抗が大きすぎることがあります。 まず、上部のリードスクリューサポートを外したところ、抵抗がかなり小さくなりました。次に、リードスクリューに許容誤差を持たせました。例えば、フレキシブルカップリングなどを使用します。
3. 高速改造
e3v2で高速プリントを試みると、速度が上がると押し出しが不均一になり、すべての押し出しが角に溜まり、モデルはめちゃくちゃになります。これはダイレクトドライブではないためホットエンドチャンバー内に圧力が蓄積されるせいだと思われます。とにかく、ホットエンドとダイレクトドライブにアップグレードしたら解決しました。現行のホットエンドの流量は$12mm^3/s$で、0.4ノズル、0.2レイヤー高さでは最高133mm/sの速度しか出せません。
貢献度順に各改造の重要性を並べます:$ファームウェアアップグレード・パラメータ調整 > E軸TMC飛線 > E3DV6ボルケーノ > ダイレクトドライブ$
E軸TMC飛線は輪郭速度を大幅に向上させることができますが、本稿では扱いません。
ダイレクトドライブ改造
ダイレクトドライブが品質を向上させるかどうかは単独ではテストしていません。他の項目と一緒に変更したからです。しかし、効果が小さくても必要です。なぜなら、確実にリトラクト量を減らすことができ、リトラクトが多いモデルではプリント速度を大幅に向上させられるからです(ムーンランプで22%向上)。
これは、以前購入したBMG押し出し機とモーターをホットエンドの上に重ねるだけで済みます。ABS+でブラケットをプリントする必要があります。
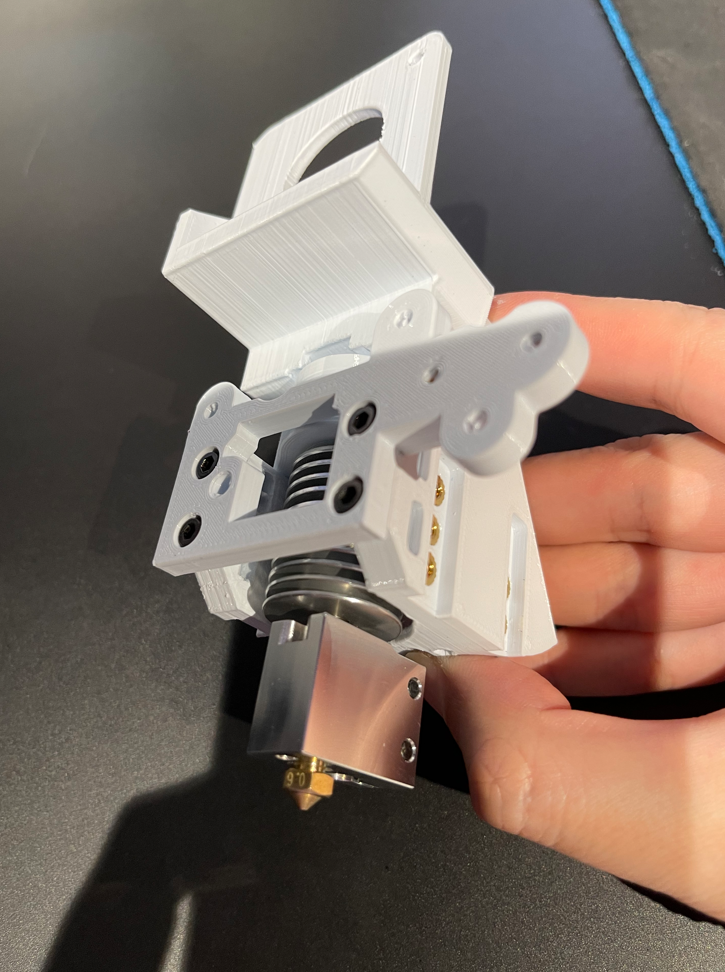
最初にHeroMe V6ブラケット:HMG6 DD Base E3DV6-Revo Six-BMO - Bondtech BMG Reverseを選びました。これは、押し出しモーターが後方配置されている珍しいブラケットで、重心が中央に近いためです。付属品として、Ender 3 Series Gantry Clip、Ender 3V2 E3DV6-Revo Six-BMO Gantry Adapter、HMG6 E3D V6 collar、HMG6-tall-lightweight-5015パーツもプリントする必要があります。
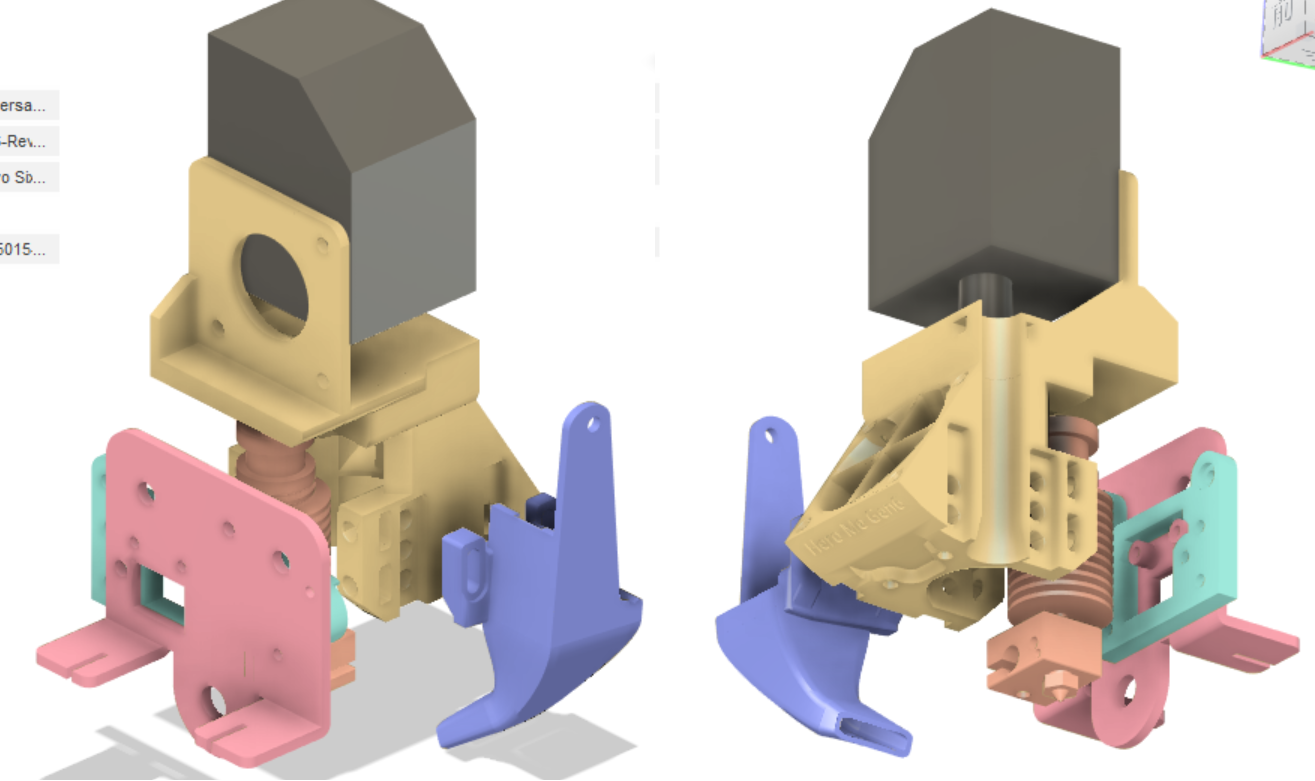
このブラケットには以下の欠点があります:
- プリントヘッド全体がアダプターに固定され、そのアダプターがベースプレートに固定されるため、特にPETGでプリントした場合、揺れやすくなります。
- ホットエンドのメンテナンスが非常に不便で、すべて分解する必要があります。
- 1の理由で、ファンの振動もプリントヘッド全体の振動を引き起こします。
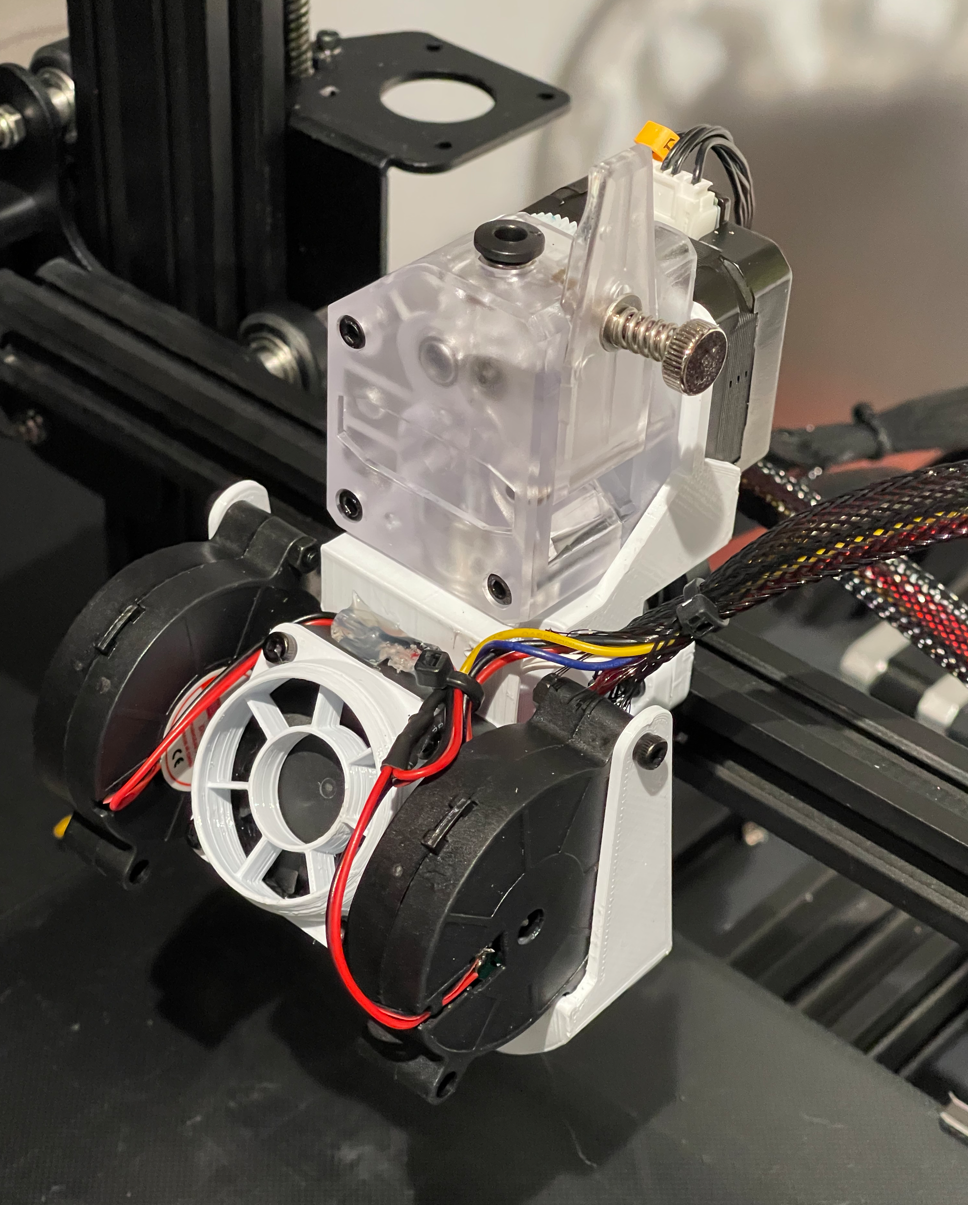
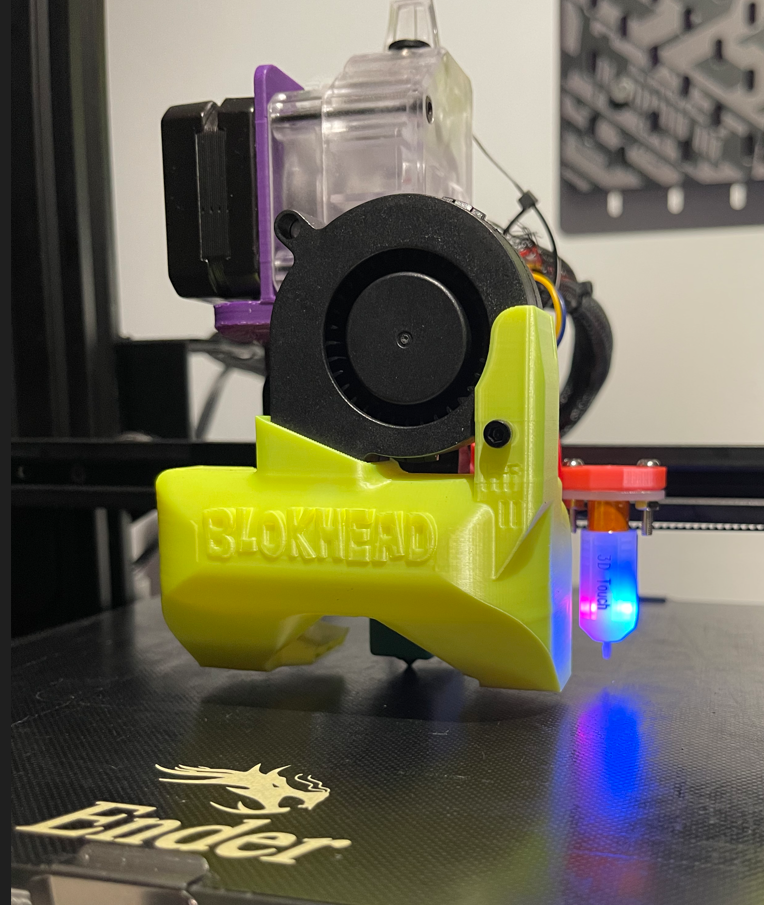
そこで、ABS+でPetsfangブラケット:BMG.E3d.Volc.AIOBase.3.16.21、E3D.30mmCap.3.16.21、およびPLAでBlokhead_HI.Flow.II.5.26.21、End3v2.Backbrace.3.16.21、VOLC.BLT.X48_Y-2_Rt.3.16.21ファイルをプリントし、取り付けたところ確かに揺れなくなりました。

ブラケットのプリントにはたくさんのネジが必要で、HeroMeはさらにインサートナットも必要です。私はVoron2.4のsourcing guide表のファスナー部分を無脳で全部購入しました。こうすれば選定する必要がなく、基本的にプリンター改造に必要なものはすべて入っています。200元以上かかり、高すぎるので、コストからは除外します。
ホットエンドアップグレード
国産E3D V6クローン2.6元(ダイレクトドライブ用を選択)、E3Dボルケーノヒートブロック7.5元、ボルケーノノズル1元(または通常ヒートブロック+chtノズル10元)、合計12元以内、コストパフォーマンスの王様です。
ボルケーノの$25mm^3/s$の流量は直接倍増し、加熱も十分で、レイヤー接着力も高く、0.6ノズルにも交換できます。0.4ノズルはもう埃をかぶっています。ただし、ボルケーノはチャンバー内の液体量が多いため、リトラクト効果が弱く、垂れやストリングングが発生しやすいので、高速を維持する必要があります。chtノズルはヒートブロックを変更せずに流量を30%増加させることができます。
オールメタルスロートはABSプリント用に使用します。金属スロートは温度が高くPLAを溶かす可能性があり、リトラクト量が多すぎたり、送り速度が遅すぎたりすると詰まります。
同時に、350度対応ntc100k温度センサー4元をアップグレードし、ABSプリントのため温度を上げられるようにしました。また、24V 50Wヒーターカートリッジ10元も追加しました。主に、ファンを全開で25流量で使用すると40Wでは温度が追いつかず停止してしまうことがわかったためです。ただし、本稿の目標は2倍速なので、この速度ではヒーターカートリッジのアップグレードは不要です。
ホットエンド冷却ファンは純正ホットエンドの4010ファンが使えます。ダクト用には5015ターボファン10元を使用します。取り付けは、面倒なので純正ターボファンのワイヤーを切り、新しいファンをはんだ付けしました。
私はコンパクトなホットエンドブラケット、つまりBMGとダイレクトドライブE3DV6が一体になったものを探していましたが、Ender3のX軸フレームの制約が多く実現できず、リニアレールに交換すればより多くの選択肢があります。国産リニアレールを40元で購入できますが、Voronを組んだ方が良いでしょう。
ホットエンドを組み立てる際、耐熱400度の工業用ヒートシンクグリスをセンサー、ヒーターカートリッジ、スロートの放熱面のみのネジ部分に塗布できます。工業用グリスは100グラムで約60元と高すぎるので、コストからは除外します。
ヒートベッド温度向上
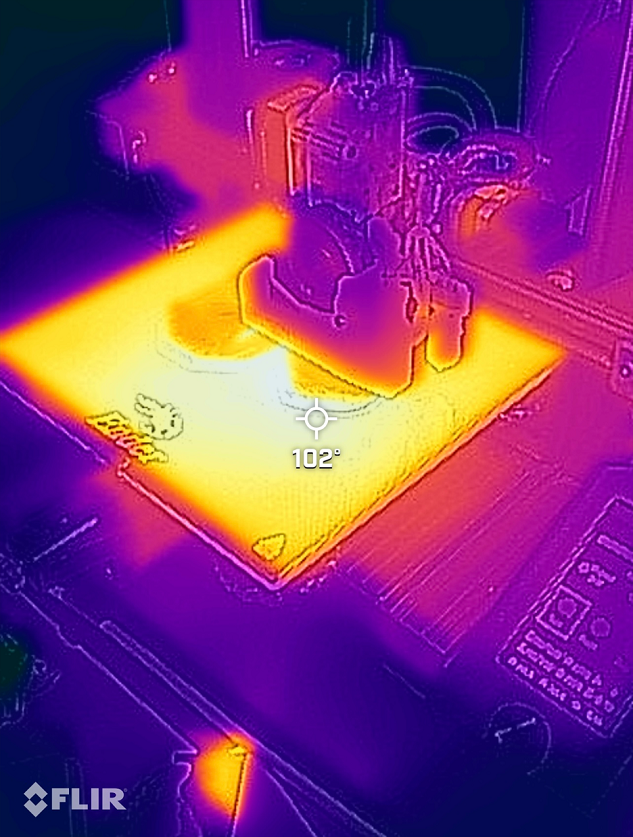
ヒートベッドは公式には90度までしか対応していませんが、実際にはABSを80度でプリントすると停止します。これは、現在マザーボードファンがパーツ冷却ファンと連動して起動するためです。しかし、ABSプリント時はパーツ冷却ファンは通常オフで、ヒートベッドが90度になると、マザーボードがブームしてしまうので、ファンが常時作動するように配線を変更する必要があります。
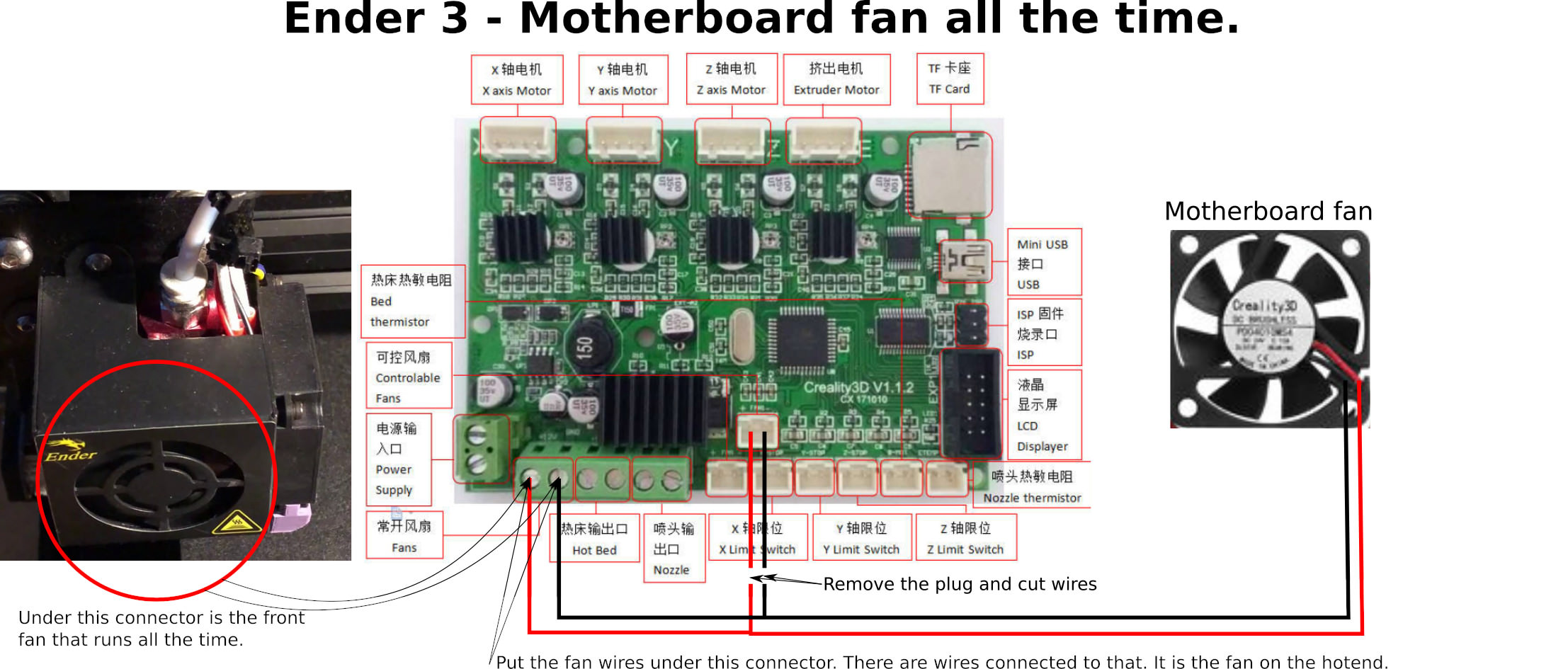
変更後は110度まで上げられます。後述するマザーボードの改造箇所が2つあるので、一緒に行うと良いでしょう。
押し出しステッピングモーター交換
厚さ23以下の42パンケーキモーター(13元)に交換する必要があります。そうしないと重すぎて、後方配置ブラケットを使用するとアルミフレームに衝突します。ここでもモーター電圧の調整が必要です。薄型モーターは明らかに元の電圧に耐えられず、異常に発熱するからです。Eドライバーの出荷時の$V_{ref}$を測定すると1.38でした。購入した42-23モーターの定格電流は1Aなので、RMS$I_{max}$に換算すると0.707Aです。そこで$V_{ref}$を0.98に調整したところ、触ってみて温度は正常になりました。
テスト中、押し出しモーターが動作せず、一瞬震えて止まってしまうことがありました。マザーボードが壊れたかと思い、何度もテストした結果、E軸コネクタの端子が出荷時にしっかり圧着されていなかったことが判明しました。モーターのワイヤーが壊れるとは思いませんでした。
ファームウェアパラメータ変更
様々なはんだ付けと組み立てが完了したら、Marlinファームウェアのパラメータを変更します。私はJyersUIのパラメータを直接変更することを選択しました。便利だからです。vscodeで開き、platformio拡張機能をインストールすれば、コンパイルオプションを調整することなく直接コンパイルできます。コンパイル後、binファイルをSDカードにコピーし、挿入、電源オンで完了です。(時々、なぜかマザーボードが更新されないことがあり、ファイル名のfirmwareの部分を変更する必要があります。)
私はUBL-BLTouch-10x10設定ファイルを使用しています。3DTouchを装着しているからです。設定ファイルをMarlinディレクトリにコピーした後、Configuration.hを変更します:
#define HEATER_0_MAXTEMP 300 //ホットエンドは300度まで可能になり、温度センサーも350度対応を選んだ
#define EXTRUDE_MINTEMP 160 //この行を追加すれば期限切れフィラメントもプリント可能、コストが90元/1kgから25元に急降下😂
#define DEFAULT_MAX_FEEDRATE { 500, 500, 10, 120 } //速度向上
#define DEFAULT_MAX_ACCELERATION { 1500, 1500