Expérience de modification et d'amélioration de vitesse pour l'imprimante 3D Ender 3 V2
En tant que machine DIY à excellent rapport qualité-prix, l’Ender 3 V2 est vraiment lente. Au début, je pensais qu’une mise à niveau n’était pas nécessaire, mais en réalité, la modification de la tête d’impression ne coûte que 60 yuans. Plus tôt on modifie, plus tôt on profite, et doubler la vitesse équivaut à avoir 2 machines. De plus, toute cette modification, à part le réglage de tension de la carte mère, ne nécessite pas de toucher aucune autre partie de la carte mère. On peut la faire en même temps que la modification en double Z.
L’Ender 3 est déjà l’imprimante avec le plus de documentation en ligne, mais j’ai quand même rencontré beaucoup de situations sans ressources pendant le processus. Voici mon parcours de mise à niveau, que vous pouvez suivre pour les modifications.
1. Extrusion
Le premier problème rencontré était le glissement de l’extrudeur, entraînant un rabotage du filament à mi-impression et un échec d’impression. C’est un problème des extrudeurs à engrenage unique. Généralement, le remplacer par un clone BMG chinois à 23 yuans résout parfaitement le problème. C’est la mise à niveau la plus facile, pas chère, et la plupart des têtes d’impression en configuration directe utilisent cet extrudeur BMG, donc c’est un bon investissement.
Après l’installation, le rapport de transmission de l’axe E doit être réglé sur 425.5, ce qui peut être configuré dans l’écran.
2. Débordement de remplissage / Pied d’éléphant / Surextrusion
Ensuite, lors du remplissage complet des couches inférieures ou supérieures, il y avait des débordements. Au début, je pensais à une surextrusion, mais en faisant un test de calibration d’extrusion avec un cube vase, j’ai remarqué que la largeur des lignes sur la face droite était toujours plus petite que les autres.
C’est parce que l’Ender 3 est une machine à vis unique, avec un support de vis uniquement à gauche, la droite étant en porte-à-faux. Donc, lors de l’élévation de l’axe Z, la hauteur réelle à droite dépend de son humeur, et les premières couches sont forcément trop peu élevées, une hauteur de couche de 0.2 mm peut ne monter que de 0.1 mm par couche au début. Desserrer les vis de la roulette droite peut atténuer un tout petit peu le problème.

L’imprécision de la hauteur de couche affecte gravement la qualité et complique le débogage face à de nombreux problèmes. Pour obtenir des couches parfaites, une mise à niveau est indispensable.
J’ai acheté un kit double axe Z pour 77 yuans sur 1688, disant qu’il n’était pas nécessaire de démonter la carte mère et que l’installation était très facile. Après l’installation et des tests d’impression, il fallait niveler à chaque impression, et impossible de bien niveler, avec aussi des ondulations pendant l’impression.
Réparation double Z 1 : Modification de la tension
Premièrement, parce que les 2 moteurs pas à pas de l’axe Z sont connectés en parallèle, ce qui entraîne un courant insuffisant pour les moteurs. Les moteurs qui chauffaient normalement étaient froids au toucher, donc le couple était insuffisant, provoquant le glissement de la vis et une hauteur de couche toujours instable.
La solution est d’augmenter le courant des moteurs pas à pas, mais j’ai découvert que c’était impossible par logiciel, que ce soit dans le firmware ou via la commande M906. La raison sera expliquée plus tard.
Il a fallu démonter la carte mère et utiliser un multimètre pour ajuster la tension $V_{ref}$ du pilote du moteur pas à pas de l’axe Z sur la carte. À côté de chaque pilote de moteur pas à pas, il y a un potentiomètre de réglage. Ajustez en mesurant la tension avec le multimètre (attention aux courts-circuits en touchant d’autres parties).
D’abord la formule, pour la série TMC : $\frac {I_{max}} {\sqrt 2}=\frac {325mV} {R_{SENSE}+30m\Omega} * \frac 1 {\sqrt 2} * \frac {V_{ref}} {2.5V}$
Sur ma carte mère, la résistance CMS est R150, donc calcul simple : $R_{SENSE}=150m\Omega$ $\frac {I_{max}} {\sqrt 2} = \frac {325mV} {180m\Omega} * \frac 1 {\sqrt 2} * \frac {V_{ref}} {2.5V}$ $\frac {I_{max}} {\sqrt 2} / (\frac {325mV} {180m\Omega} * \frac 1 {\sqrt 2} * \frac 1 {2.5V} ) = V_{ref}$ $I_{max} * \frac {2.5V} {\frac {325mV} {180m\Omega}} = V_{ref}$ $V_{ref} \approx 1.3846153846153846 *I_{max}$
La $V_{ref}$ d’usine mesurée pour le pilote Z était de 1.18V, correspondant aux spécifications du moteur XYZ de l’Ender 3 V2 avec $I_{max}=0.84A$. Doubler directement semblait trop, et dépassait aussi le maximum de 1.4A RMS du TMC2208. J’ai donc pris 0.58A (courant des premiers Ender3) doublé à 1.16A, ajustant ainsi $V_{ref}$ à 1.6066V.
Une plage de 1.6V-1.65V peut résoudre ce problème en toute sécurité, mais le courant réel restait insuffisant, le moteur restait froid. J’ai essayé de monter à 2V puis 1.8V, mais le moteur s’éteignait aléatoirement, visiblement on ne peut pas s’approcher de la valeur max. De plus, le moteur droit chauffait un peu plus, même à 1.7V, et lors de l’impression ABS à haute température, il y avait des sauts à droite. Bref, après ces péripéties, j’ai commencé à comprendre l’intérêt des solutions à un seul moteur entraînant deux axes par courroie, au moins on ne s’occupe que de la précision d’un seul moteur.

Si vous modifiez la tension, je suggère de ne pas ajuster tout de suite, la haute vitesse nécessitera aussi des ajustements de tension.
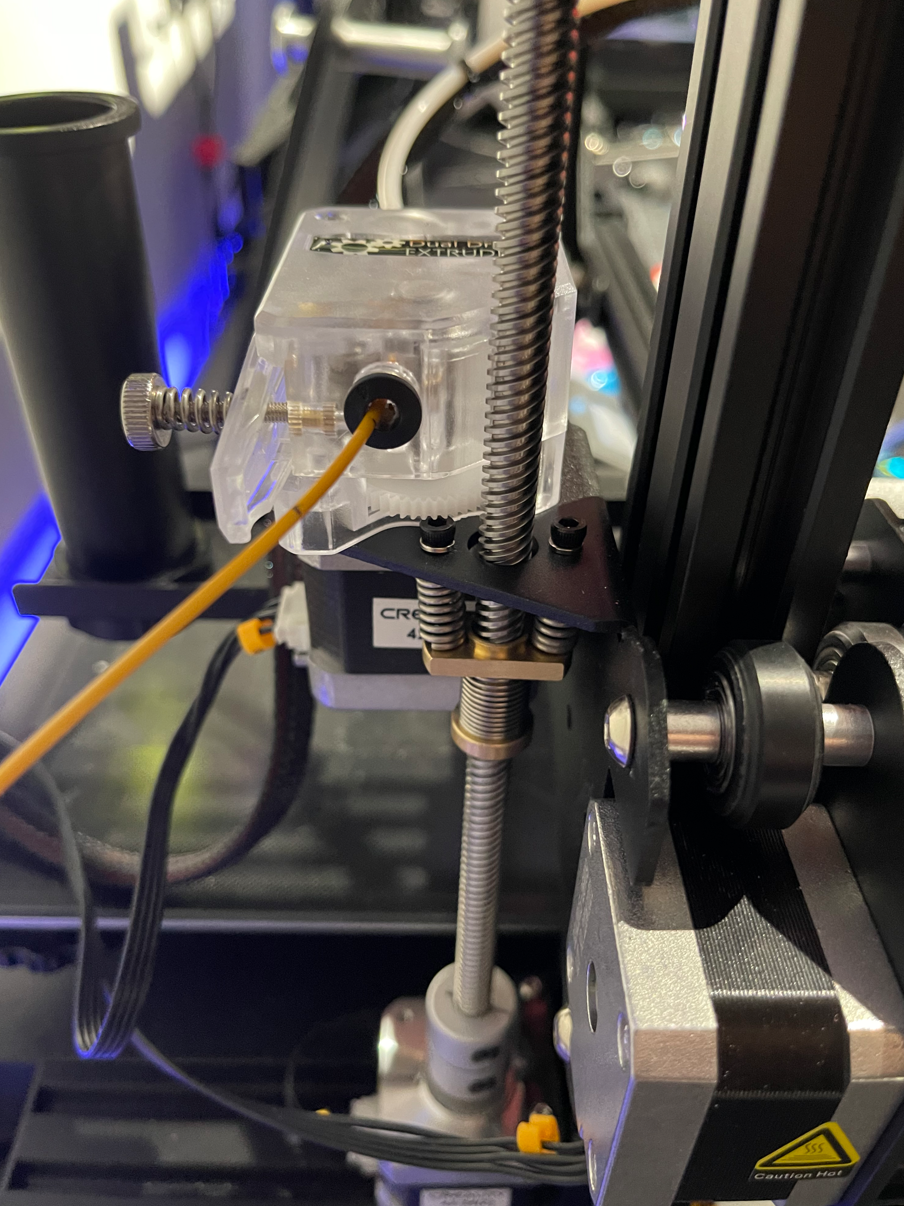
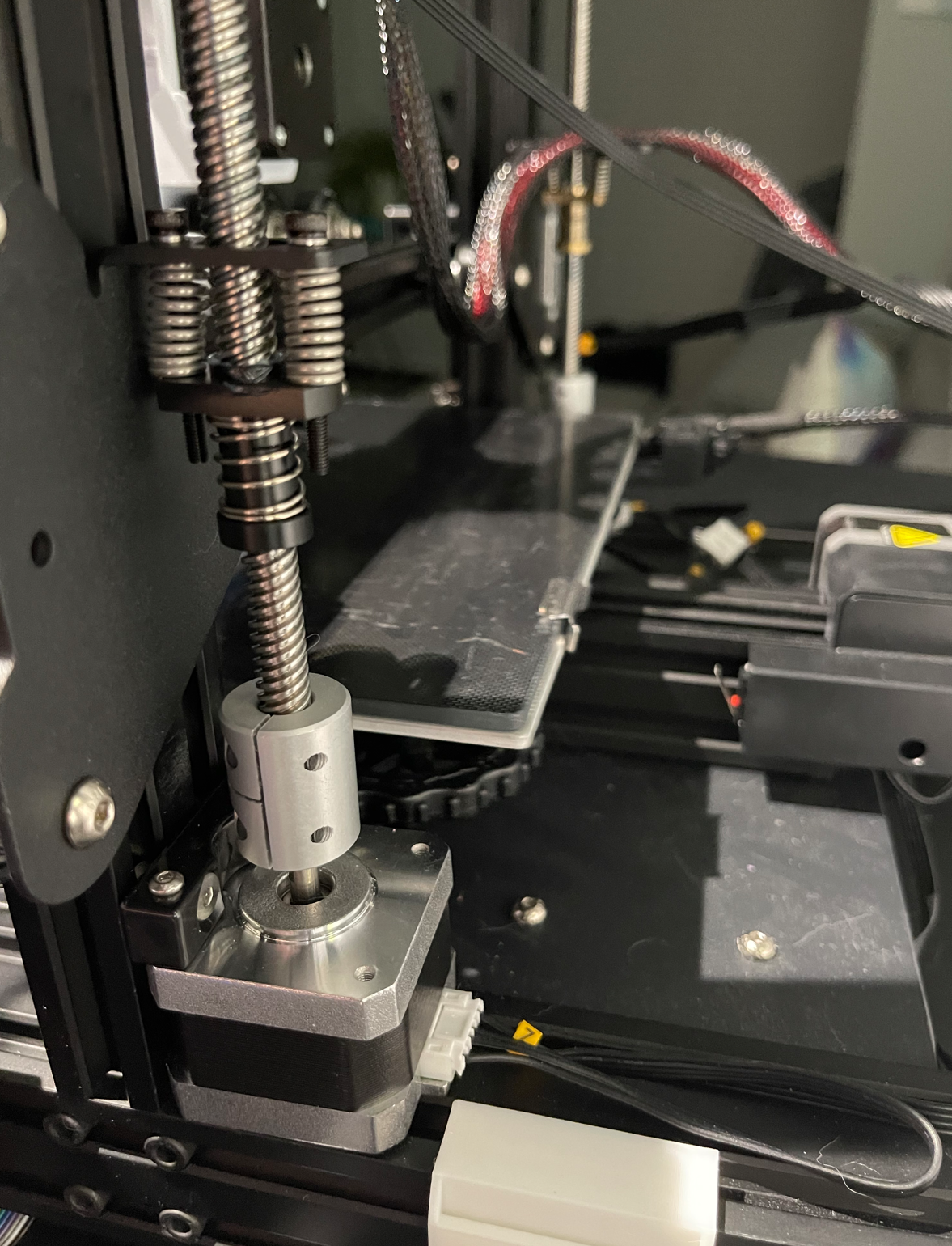
Réparation double Z 2 : Résoudre le manque de rectitude de la tige
Étant donné que c’est un produit bon marché, la tige peut ne pas être droite, ou il peut y avoir de légères erreurs de dimensions d’installation, causant une trop grande résistance sur le moteur de l’axe Z. J’ai d’abord retiré le support de vis en haut, ce qui a beaucoup réduit la résistance. Ensuite, j’ai ajouté de la tolérance à la vis, par exemple en utilisant un accouplement élastique ou similaire.
3. Modification pour haute vitesse
Lors de tentatives d’impression haute vitesse avec l’e3v2, à grande vitesse, l’extrusion devenait irrégulière, tout le filament s’accumulait dans les coins, le modèle était un désastre. Cela semblait dû à l’accumulation de pression dans la chambre de la hotend en configuration Bowden. Quoi qu’il en soit, le problème a été résolu après la mise à niveau de la hotend et le passage en configuration directe. Le débit actuel de la hotend est de $12mm^3/s$, avec une buse de 0.4 et une hauteur de couche de 0.2, la vitesse maximale n’est que de 133 mm/s.
Classement par ordre d’importance des modifications pour la contribution : $Mise à niveau et réglage du firmware > Câblage volant TMC pour l’axe E > E3DV6 Volcano > Configuration directe$
Le câblage volant TMC pour l’axe E peut augmenter considérablement la vitesse des contours, mais cet article n’en traite pas.
Conversion en extrusion directe
Je n’ai pas testé séparément si la configuration directe améliore la qualité, car je l’ai faite avec d’autres modifications, mais même si l’effet est limité, c’est nécessaire car cela réduit absolument la rétraction, ce qui peut augmenter considérablement la vitesse d’impression pour les modèles nécessitant beaucoup de rétraction (lampe lune améliorée de 22%).
Il suffit de superposer l’extrudeur BMG acheté précédemment et le moteur au-dessus de la hotend. Il faut imprimer soi-même un support en ABS+.
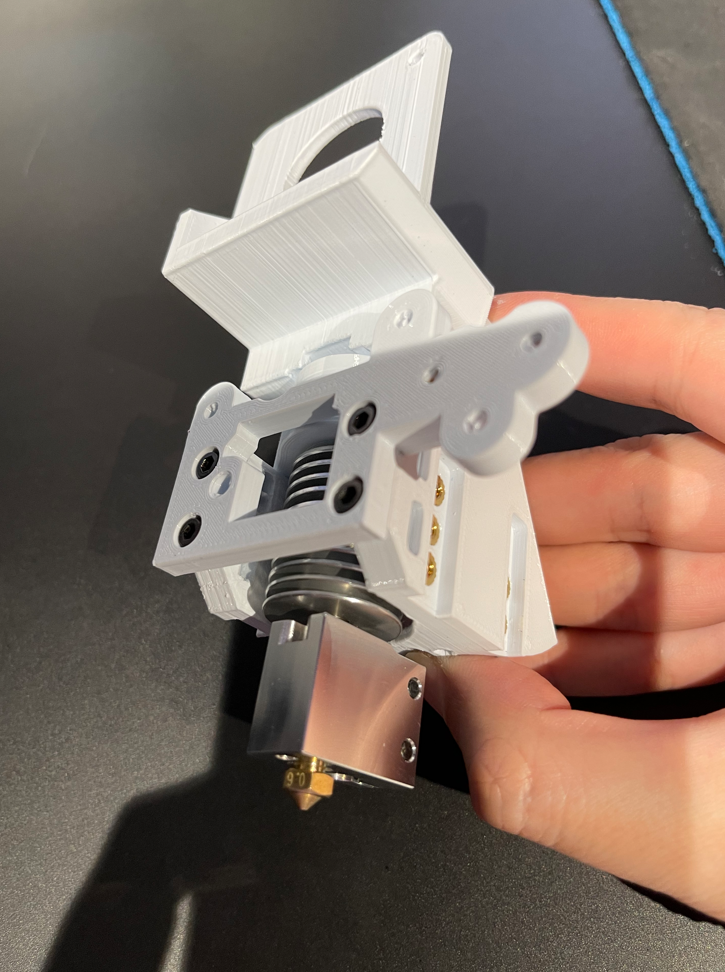
J’ai d’abord choisi le support HeroMe V6 : HMG6 DD Base E3DV6-Revo Six-BMO - Bondtech BMG Reverse, car c’est l’un des rares supports où le moteur d’extrusion est à l’arrière, le centre de gravité étant plus proche du centre. Il inclut Ender 3 Series Gantry Clip, Ender 3V2 E3DV6-Revo Six-BMO Gantry Adapter, HMG6 E3D V6 collar, et il faut aussi imprimer les pièces HMG6-tall-lightweight-5015.
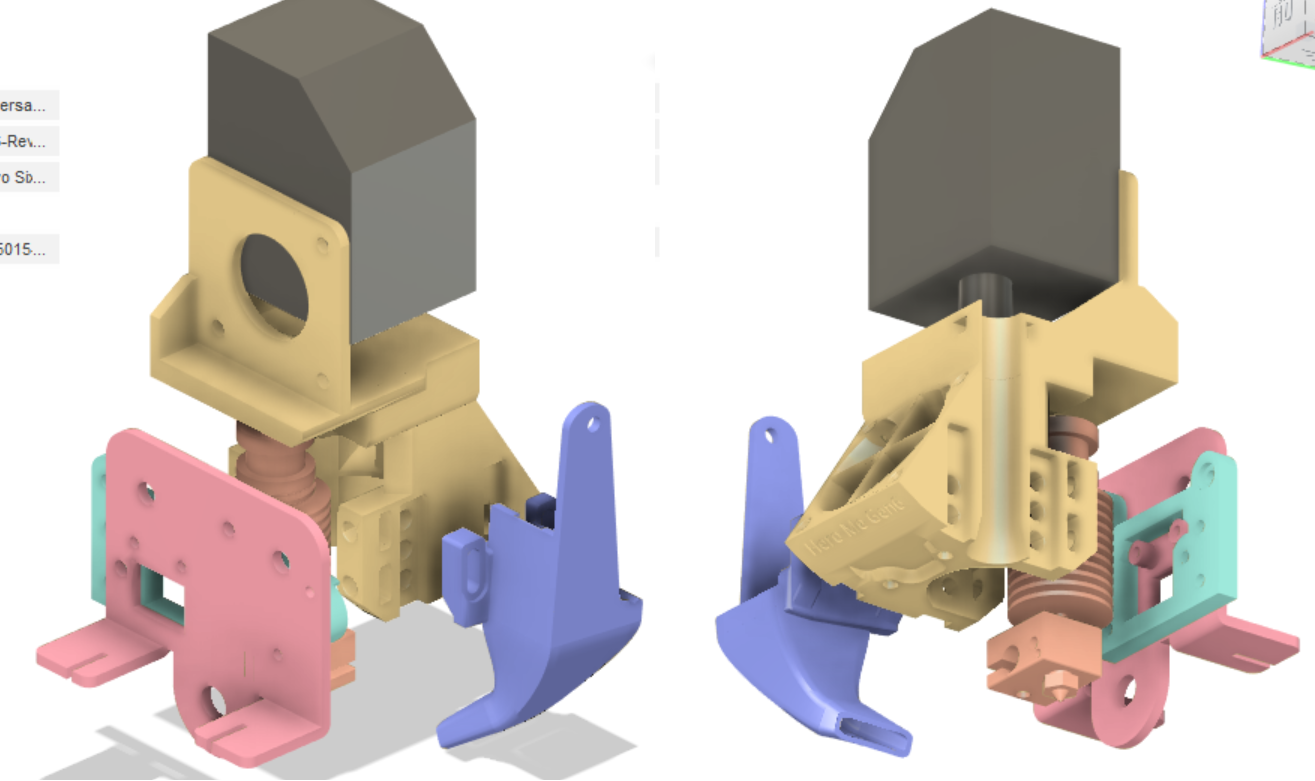
Ce support présente les inconvénients suivants :
- Toute la tête d’impression est fixée sur un adaptateur, lui-même fixé sur la plaque de base, ce qui la rend facilement instable, surtout avec mon impression en PETG.
- La maintenance de la hotend est très peu pratique, il faut tout démonter.
- À cause du point 1, les vibrations du ventilateur font aussi vibrer toute la tête d’impression.
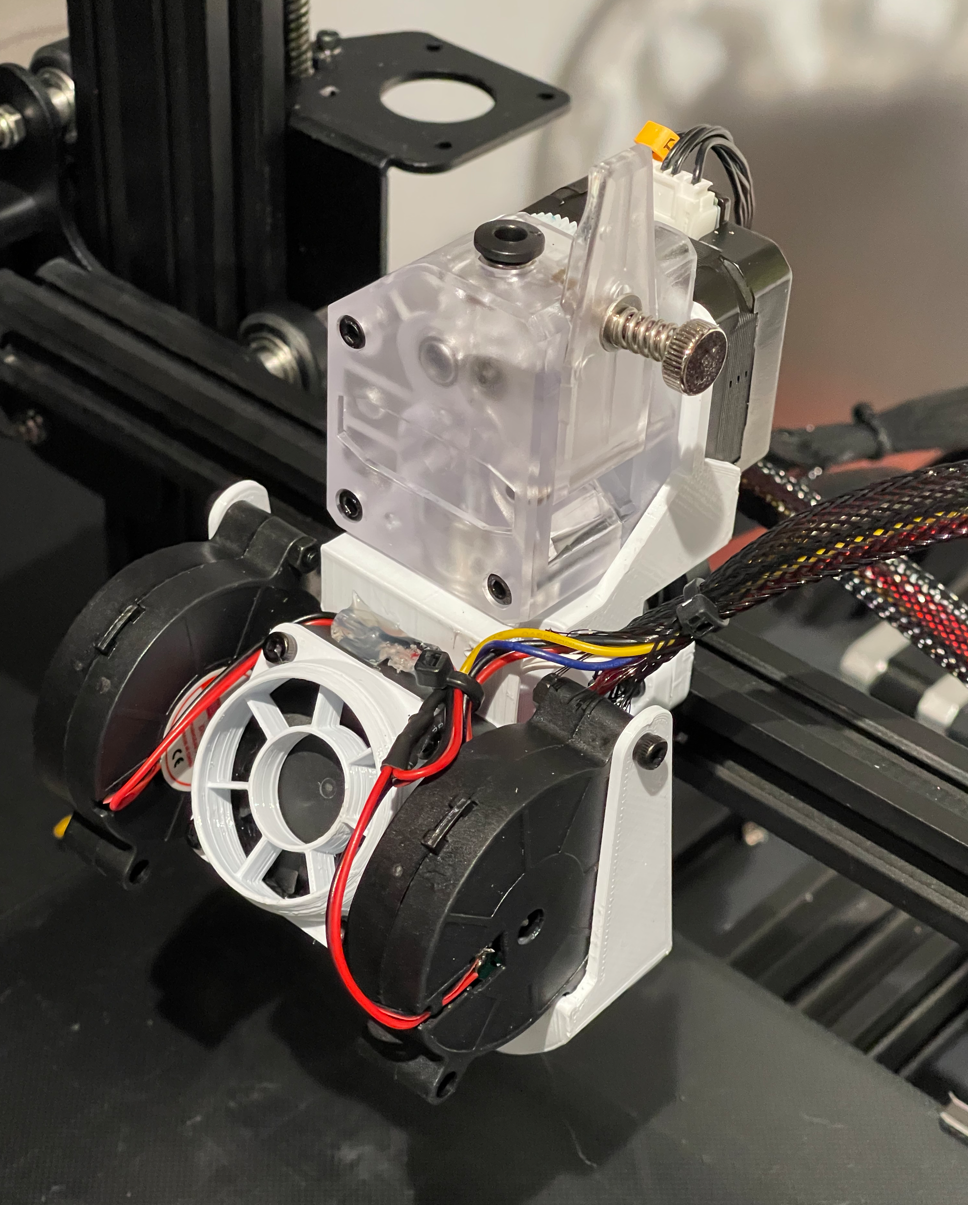
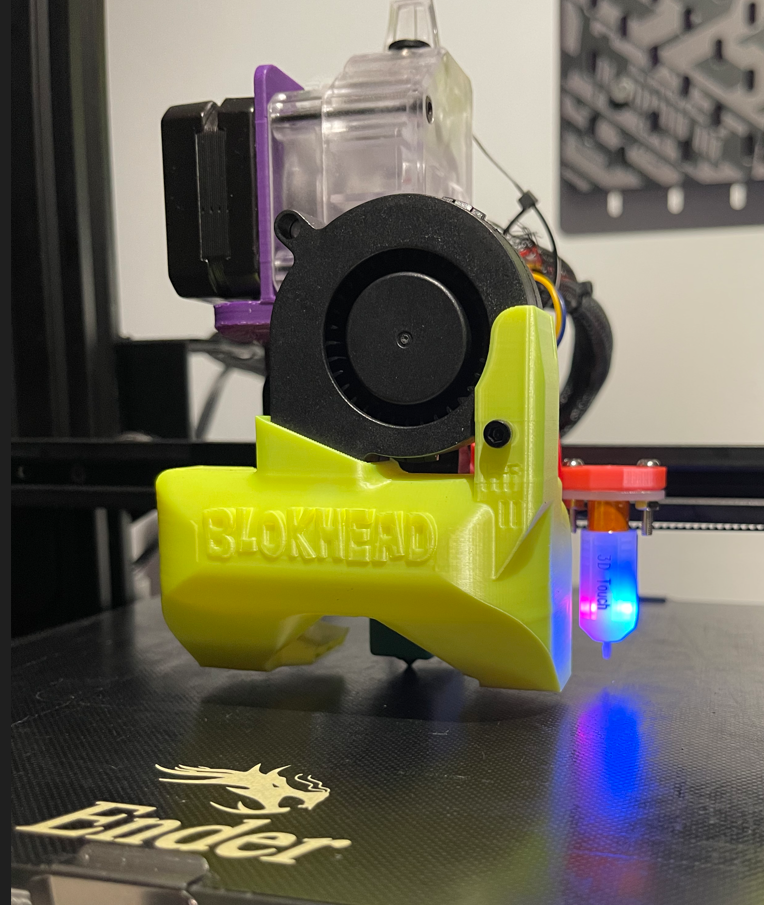
J’ai donc essayé d’imprimer en ABS+ le support Petsfang : BMG.E3d.Volc.AIOBase.3.16.21, E3D.30mmCap.3.16.21, et en PLA les fichiers Blokhead_HI.Flow.II.5.26.21, End3v2.Backbrace.3.16.21, VOLC.BLT.X48_Y-2_Rt.3.16.21. Après installation, il n’y avait plus de jeu.

L’impression des supports nécessite un tas de vis. HeroMe nécessite aussi des écrous à sertir. J’ai acheté aveuglément tous les éléments de fixation de la section “fasteners” du guide d’approvisionnement du Voron2.4, ainsi je n’ai pas eu à choisir, presque tout ce dont on a besoin pour modifier une imprimante y est. Cela a coûté plus de 200 yuans, trop cher, donc je l’ignore dans le coût total.
Mise à niveau de la hotend
Clone chinois E3D V6 à 2.6 yuans (choisir version Bowden), bloc chauffant E3D Volcano à 7.5 yuans, buse Volcano à 1 yuan (ou utiliser un bloc chauffant standard + buse CHT à 10 yuans). Prix total inférieur à 12 yuans, le roi du rapport qualité-prix.
Le débit du Volcano de $25mm^3/s$ double directement, le chauffage est plus complet, l’adhésion des couches est meilleure, et on peut passer à une buse de 0.6, ma buse de 0.4 prend la poussière. Cependant, la chambre du Volcano contient plus de matière fondue, l’effet de rétraction est plus faible, il y a plus de risques de fuites et de fils, il faut maintenir une vitesse élevée. La buse CHT peut augmenter le débit de 30% sans changer le bloc chauffant.
Utiliser le tube en métal uniquement pour l’ABS, car le tube métallique à haute température peut faire fondre le PLA, une rétraction trop importante ou une alimentation lente peuvent provoquer des bouchons.
J’ai aussi mis à niveau la sonde de température NTC100k 350°C à 4 yuans, pour pouvoir imprimer de l’ABS à plus haute température ; et la cartouche chauffante 24V 50W à 10 yuans, principalement parce que j’ai remarqué qu’à pleine puissance du ventilateur et un débit de 25, les 40W ne suivaient pas et provoquaient l’arrêt. Cependant, l’objectif de cet article est le doublement de vitesse, à cette vitesse la cartouche chauffante n’a pas besoin d’être mise à niveau.
Le ventilateur de refroidissement de la hotend peut utiliser le ventilateur 4010 d’origine de la hotend. Pour le conduit d’air, utiliser un ventilateur turbine 5015 à 10 yuans. Pour l’installation, j’ai pris la paresseuse et j’ai coupé les fils du ventilateur turbine d’origine pour souder le nouveau.
Je cherchais un support de hotend compact, du genre fusion BMG et E3DV6 en configuration directe, mais le support de l’axe X de l’Ender3 est trop limité pour le permettre. Changer pour des rails linéaires offrirait plus de choix. On peut acheter un rail linéaire chinois pour 40 yuans, mais autant directement monter un Voron.
Lors de l’assemblage de la hotend, on peut ajouter de la pâte thermique industrielle résistant à 400°C, à appliquer sur le capteur, la cartouche chauffante et la partie filetée du tube côté dissipateur uniquement. La pâte thermique industrielle coûte environ 60 yuans pour 100g, trop cher, donc je l’ignore dans le coût.
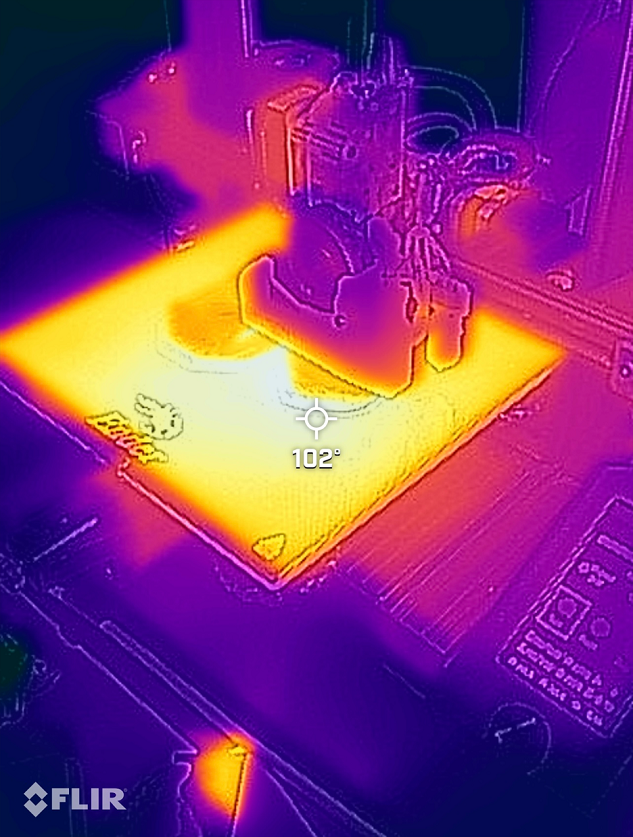
Augmentation de la température du plateau chauffant
Le plateau chauffant officiel ne supporte que 90°C, en réalité il s’éteint à 80°C pour l’ABS. C’est parce que le ventilateur de la carte mère est activé avec le ventilateur du conduit d’air. Mais lors de l’impression ABS, le ventilateur du conduit est généralement éteint, et avec un plateau à 90°C, la carte mère risque de “booom”. Il faut recâbler pour que le ventilateur tourne en permanence.
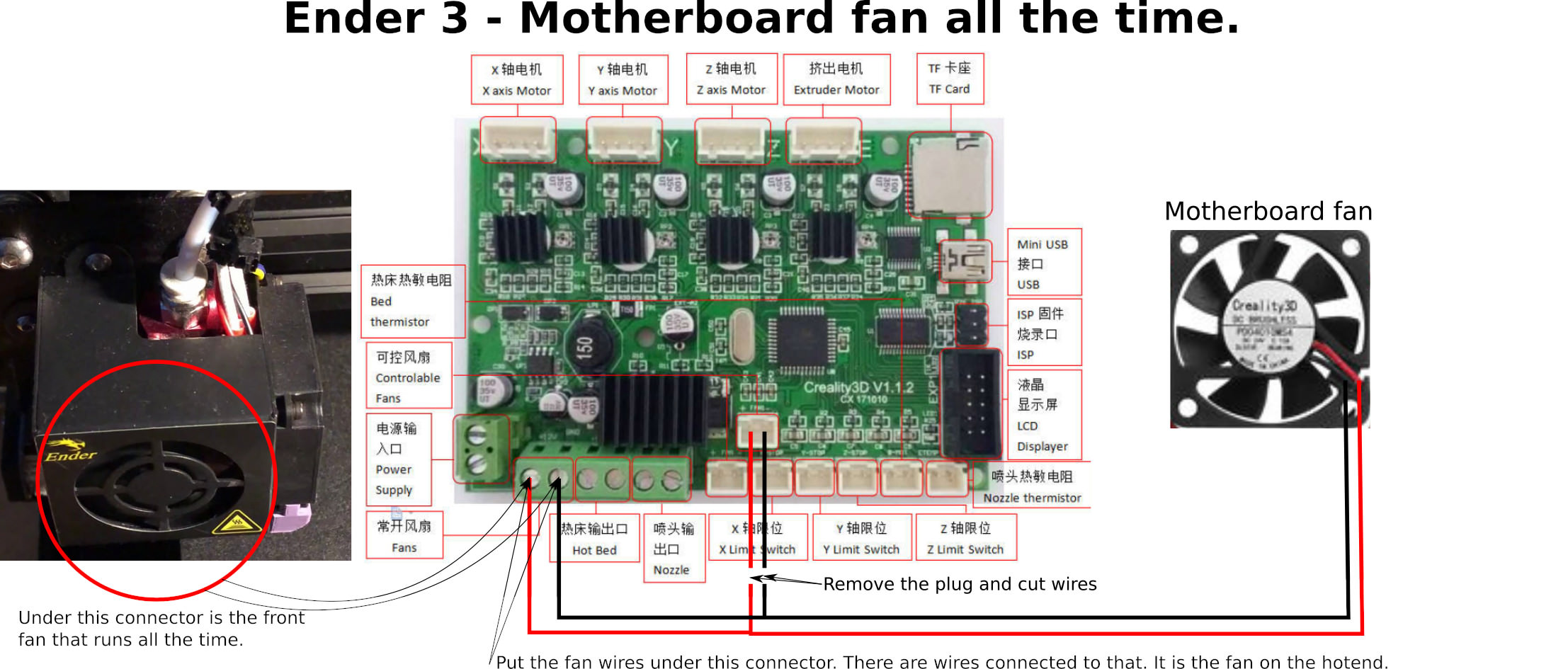
Après cette modification, on peut monter à 110°C. Il y a encore 2 modifications de la carte mère plus tard, on peut les faire ensemble.
Remplacement du moteur pas à pas d’extrusion
Il faut changer pour un moteur 42 “pancake” d’une épaisseur inférieure à 23 mm (13 yuans), sinon c’est trop lourd, et avec un support arrière, il risque de heurter le profilé. Là encore, il faut ajuster la tension du moteur, car un moteur fin ne peut évidemment pas supporter la tension d’origine, il devient anormalement chaud. La $V_{ref}$ d’usine mesurée pour le pilote E était de 1.38V. Le moteur 42-23 que j’ai acheté a un courant nominal de 1A, ce qui donne un $I_{max}$ RMS de 0.707A. J’ai donc ajusté $V_{ref}$ à 0.98V, la température au toucher est redevenue normale.
Pendant les tests, j’ai aussi découvert que le moteur d’extrusion ne fonctionnait pas, il tremblait puis s’arrêtait. Je pensais que la carte mère était morte, après de nombreux tests, j’ai découvert que la borne du connecteur du câble de l’axe E n’était pas bien sertie en usine. Je ne pensais pas que les câbles du moteur pouvaient aussi être défectueux.
Modification des paramètres du firmware
Après tous les soudures et assemblages, vient la modification des paramètres du firmware Marlin. J’ai choisi de modifier directement les paramètres de JyersUI, c’est plus pratique. Ouvrir avec VSCode, installer l’extension PlatformIO permet de compiler directement sans ajuster les options de compilation. Après compilation, copier le fichier bin sur la carte SD, l’insérer, allumer, c’est fait. (Parfois, on ne sait pas pourquoi la carte mère ne se met pas à jour, il faut changer la partie “firmware” du nom de fichier.)
J’utilise le profil de configuration UBL-BLTouch-10x10 car