Experiencia de modificación y actualización de velocidad para la impresora 3D Ender 3 V2
Como una máquina DIY de alta relación calidad-precio, la Ender 3 V2 es realmente lenta. Al principio pensé que no era necesario actualizarla, pero en realidad, modificar el cabezal de impresión solo cuesta 60 yuanes. Cuanto antes la modifiques, antes la disfrutarás. Duplicar la velocidad es como tener 2 máquinas. Además, toda la modificación, excepto ajustar el voltaje de la placa base, no requiere tocar ninguna otra parte de la placa base. Se puede hacer junto con la modificación de doble eje Z.
La Ender 3 ya es la impresora con más información en línea, pero aún así me encontré con muchas situaciones sin referencias durante el proceso. A continuación está mi ruta de actualización, puedes modificarla en orden.
1. Extrusión
El primer problema que encontré fue el deslizamiento de la extrusión, lo que provocaba que el filamento se desgastara a la mitad y la impresión fallara. Este es un problema del extrusor de engranaje simple. Generalmente, cambiarlo por un extrusor clon BMG chino de 23 yuanes puede resolverlo perfectamente. Esta es la actualización más fácil, no es cara, y la mayoría de los cabezales de impresión de corto recorrido usarán este extrusor BMG, así que no pierdes nada.
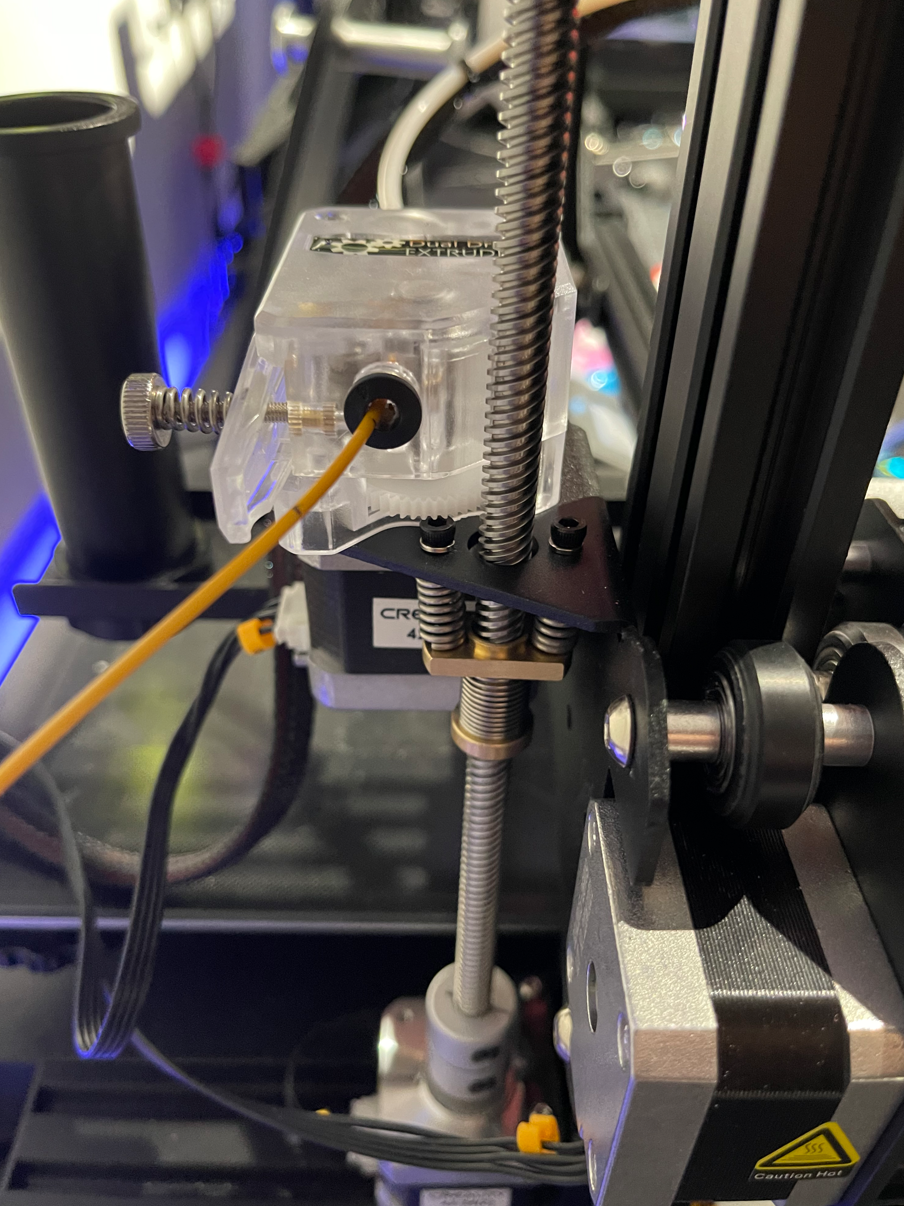
Después de la instalación, la relación de transmisión del eje E debe ajustarse a 425.5, se puede configurar en la pantalla.
2. Desbordamiento de relleno / Pata de elefante / Sobreextrusión
Luego, al rellenar completamente la capa inferior o superior, a veces hay desbordamiento. Al principio pensé que era sobreextrusión, pero al calibrar la extrusión imprimiendo un cubo de prueba, descubrí que el ancho de línea del lado derecho siempre era más pequeño que los demás.
Esto se debe a que la Ender 3 es una máquina de un solo husillo, solo el lado izquierdo tiene soporte del husillo, el derecho está en voladizo. Por lo tanto, al elevar el eje Z, la altura real que alcanza el lado derecho es impredecible, y las primeras capas definitivamente se elevan muy poco. Una altura de capa de 0.2 mm puede comenzar elevando solo 0.1 mm por capa. Aflojar los tornillos de la rueda del lado derecho puede aliviarlo un poco.

La altura de capa inexacta afecta gravemente la calidad y también dificulta la depuración cuando surgen muchos problemas. Si quieres ver las líneas de capa perfectas, debes actualizar.
Compré un kit de doble eje Z por 77 yuanes en 1688, decían que no era necesario desmontar la placa base y que toda la instalación era muy conveniente. Después de instalarlo y probar la impresión, cada vez que imprimía necesitaba nivelar, y por más que lo intentaba no podía nivelarlo correctamente, además había ondas durante la impresión.
Reparación de doble Z 1: Modificar el voltaje
Primero, porque los 2 motores paso a paso del eje Z están conectados en paralelo, lo que hace que la corriente del motor paso a paso sea insuficiente. Los motores paso a paso que antes se calentaban ahora se sentían fríos al tacto, por lo que el par no era suficiente y el husillo resbalaba, la altura de capa seguía siendo inestable.
La solución es aumentar la corriente del motor paso a paso, pero descubrí que no se puede cambiar mediante software, ni en el firmware ni con el comando M906. La razón se explicará más adelante.
Solo se puede desmontar la placa base y usar un multímetro para ajustar el voltaje $V_{ref}$ del controlador del motor paso a paso del eje Z en la placa base. Al lado de cada controlador de motor paso a paso hay un potenciómetro de ajuste, ajusta mientras mides el voltaje con el multímetro (ten cuidado de no causar un cortocircuito al tocar otras partes).
Primero la fórmula, para la serie TMC es: $\frac {I_{max}} {\sqrt 2}=\frac {325mV} {R_{SENSE}+30m\Omega} * \frac 1 {\sqrt 2} * \frac {V_{ref}} {2.5V}$
La resistencia SMD en mi placa base es R150, así que matemáticas básicas: $R_{SENSE}=150m\Omega$ $\frac {I_{max}} {\sqrt 2} = \frac {325mV} {180m\Omega} * \frac 1 {\sqrt 2} * \frac {V_{ref}} {2.5V}$ $\frac {I_{max}} {\sqrt 2} / (\frac {325mV} {180m\Omega} * \frac 1 {\sqrt 2} * \frac 1 {2.5V} ) = V_{ref}$ $I_{max} * \frac {2.5V} {\frac {325mV} {180m\Omega}} = V_{ref}$ $V_{ref} \approx 1.3846153846153846 *I_{max}$
El $V_{ref}$ de fábrica del controlador del eje Z medido era 1.18V, lo que coincide con las especificaciones del motor del eje XYZ de la Ender 3 V2 de $I_{max}=0.84A$. Duplicarlo directamente me pareció demasiado y superaba el valor máximo de 1.4 RMS del TMC2208, así que lo ajusté al doble de 0.58A (corriente de la Ender3 antigua) que es 1.16A, por lo tanto ajusté $V_{ref}$ a 1.6066V.
El rango de 1.6V-1.65V puede resolver este problema de forma segura, pero la corriente real sigue siendo insuficiente, el motor aún no se calienta. Intenté cambiarlo a 2V y luego a 1.8V, pero el motor se apagaba aleatoriamente, parece que realmente no se puede acercar al valor máximo. Además, el motor derecho se calienta un poco más, incluso ajustando a 1.7V al imprimir ABS, cuando la temperatura subía, el lado derecho aún saltaba pasos. En fin, después de todo este lío, comencé a entender el esquema de un solo motor con correa de transmisión arrastrando 2, al menos solo me preocupo por la precisión de un motor.

Si vas a modificar el voltaje, te sugiero que no lo ajustes primero, la alta velocidad también requiere modificar el voltaje.
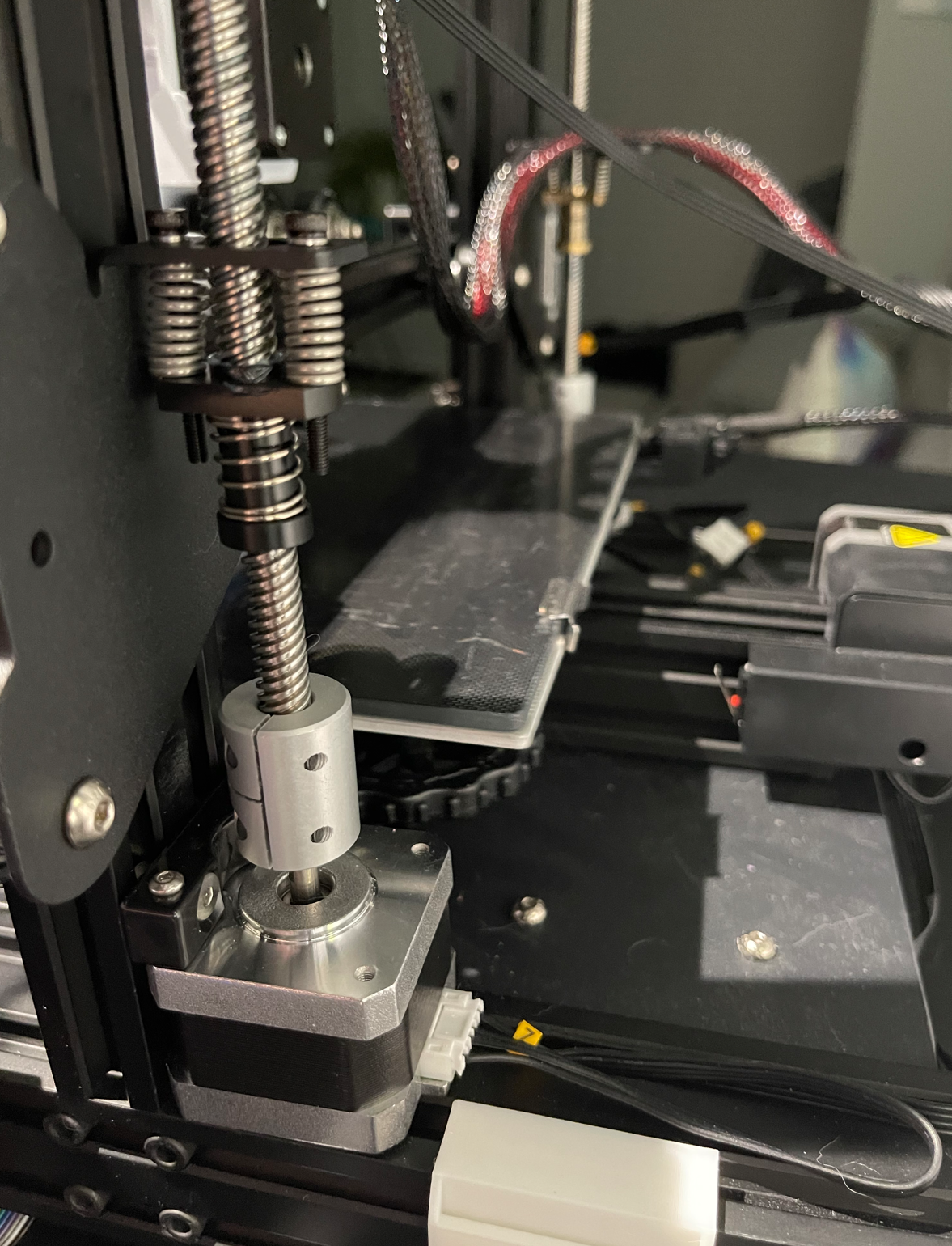
Reparación de doble Z 2: Resolver la falta de rectitud del husillo
Después de todo, es barato, el husillo puede no ser recto, o puede haber pequeños errores en las dimensiones de instalación, lo que causa demasiada resistencia en el motor del eje Z. Primero quité el soporte superior del husillo, la resistencia disminuyó mucho. Luego agregué tolerancia al husillo, por ejemplo, usando un acoplamiento flexible o similar.
3. Modificación de alta velocidad
Al intentar imprimir a alta velocidad con la e3v2, cuando la velocidad aumenta, la extrusión se vuelve irregular, toda la extrusión se acumula en las esquinas, el modelo queda desastroso. Parecía causado por la presión acumulada en la cámara del hotend de extrusión remota. En fin, se resolvió después de actualizar el hotend y cambiar a extrusión de corto recorrido. El flujo actual del hotend es $12mm^3/s$, con boquilla de 0.4 y altura de capa de 0.2, la velocidad máxima es solo de 133 mm/s.
Orden de importancia de las modificaciones según su contribución: $Actualización y ajuste del firmware > Puenteo TMC del eje E > E3DV6 Volcano > Extrusión de corto recorrido$
El puenteo TMC del eje E puede aumentar significativamente la velocidad del contorno, este artículo no lo cubre.
Modificación a extrusión de corto recorrido
No probé por separado si la extrusión de corto recorrido mejora la calidad, porque la cambié junto con otros proyectos, pero incluso si el efecto no es grande, es necesaria porque definitivamente puede reducir la retracción. Los modelos con mucha retracción pueden aumentar significativamente la velocidad de impresión (la luna lámpara mejoró un 22%).
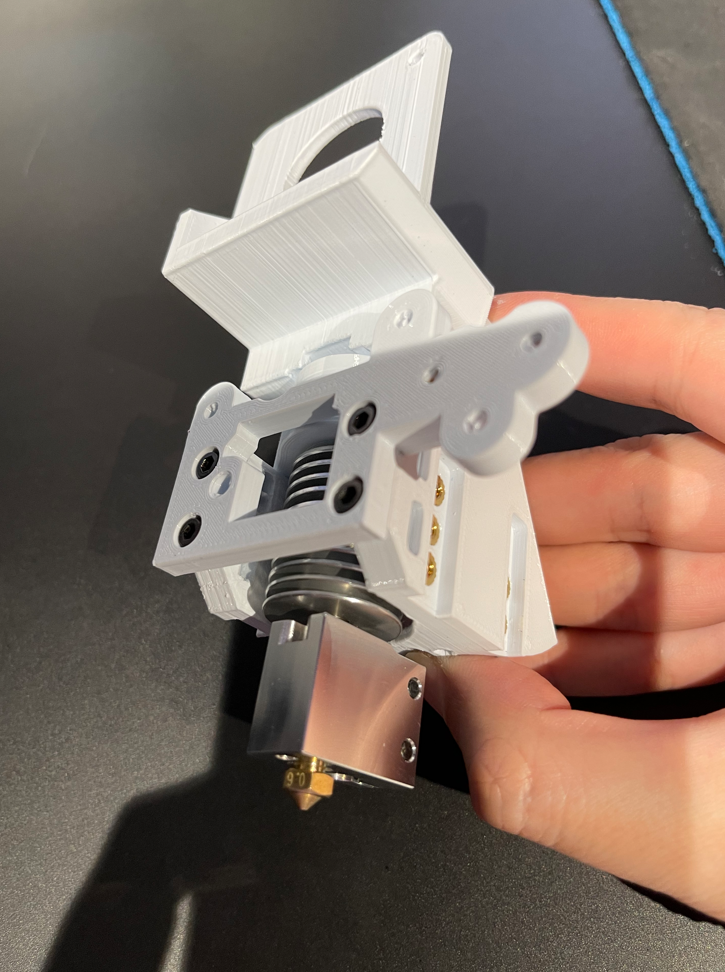
Esto solo requiere colocar el extrusor BMG comprado anteriormente y el motor encima del hotend. Necesitas imprimir un soporte con ABS+.
Primero elegí el soporte HeroMe V6: HMG6 DD Base E3DV6-Revo Six-BMO - Bondtech BMG Reverse, porque consideré que es uno de los pocos soportes donde el motor de extrusión está en la parte trasera, el centro de gravedad está más cerca del centro. Incluye Ender 3 Series Gantry Clip, Ender 3V2 E3DV6-Revo Six-BMO Gantry Adapter, HMG6 E3D V6 collar, también se necesitan imprimir las piezas HMG6-tall-lightweight-5015.
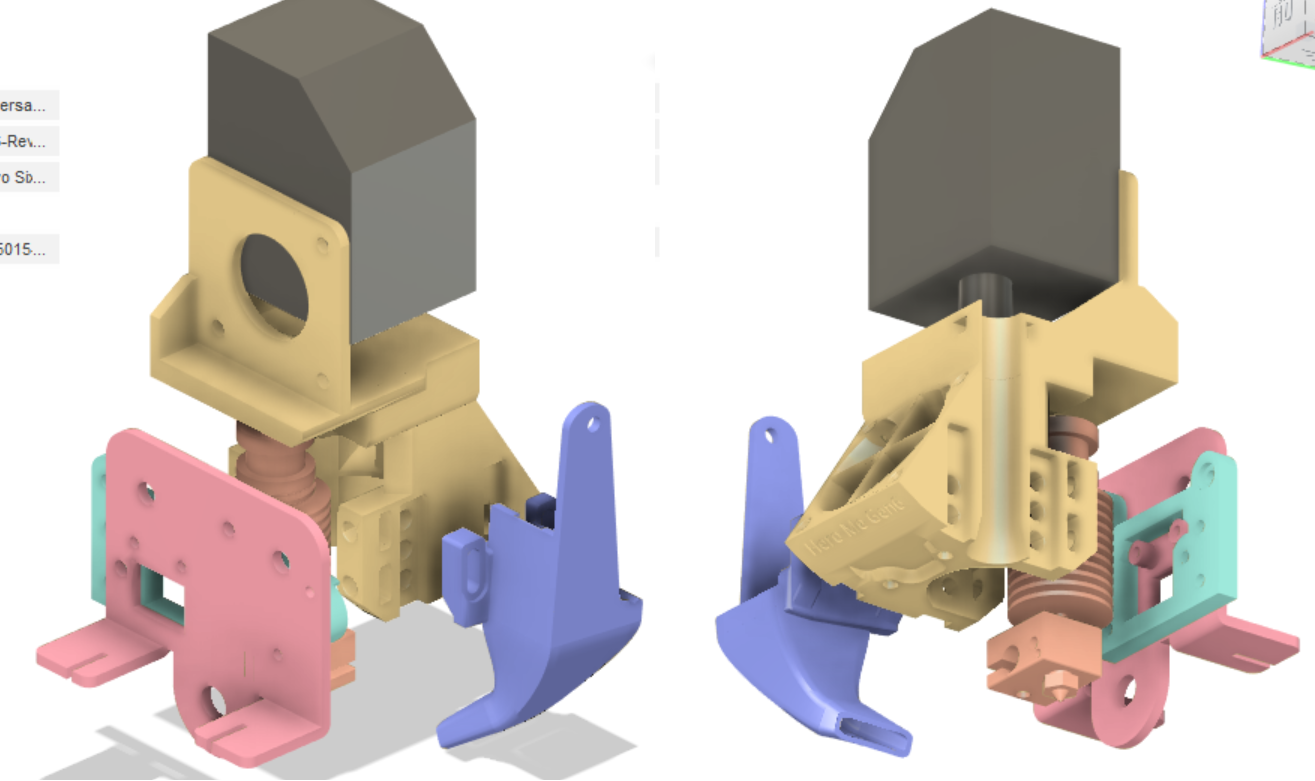
Este soporte tiene los siguientes inconvenientes:
- Todo el cabezal de impresión está fijado a un adaptador, y el adaptador se fija a la placa base, lo que hace que sea fácil que se mueva, especialmente en mi caso que usé PETG para imprimirlo.
- El mantenimiento del hotend es muy inconveniente, hay que desmontarlo todo.
- Debido al punto 1, la vibración del ventilador también hace que todo el cabezal de impresión vibre.
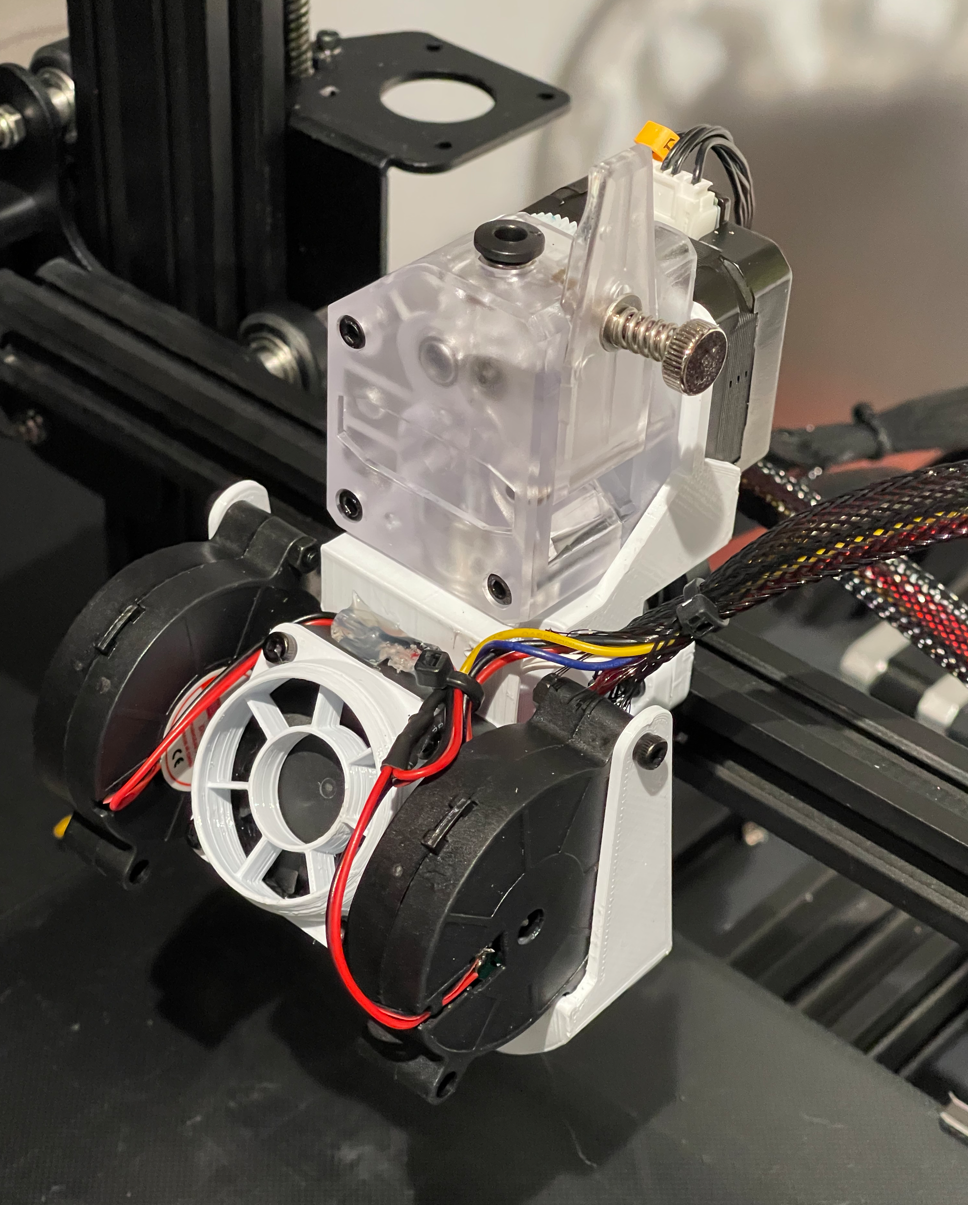
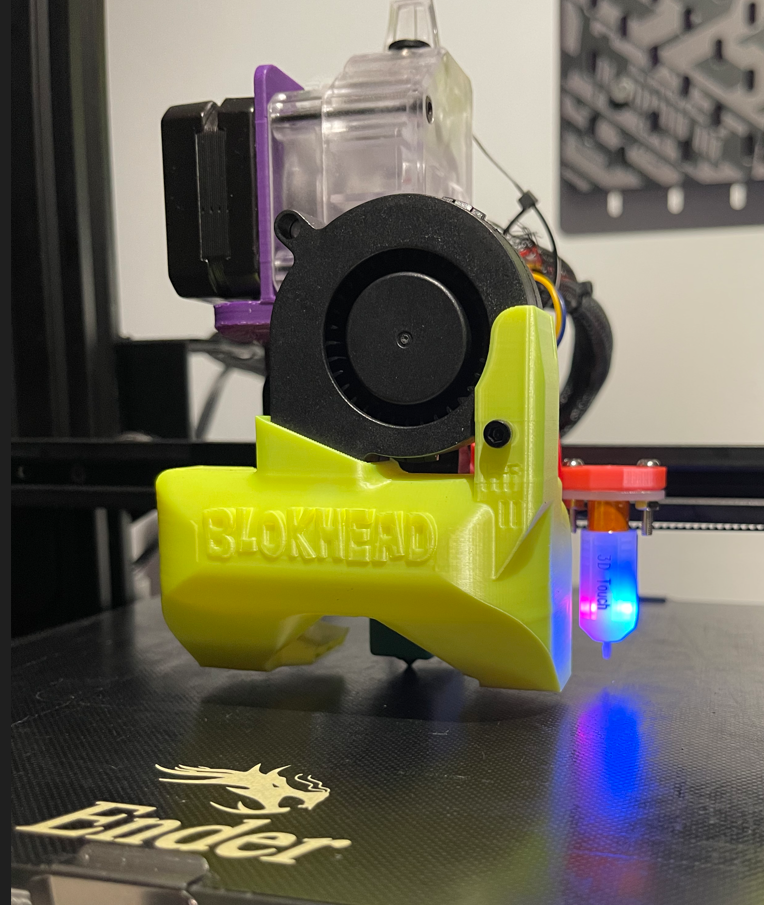
Así que intenté imprimir con ABS+ el soporte Petsfang: BMG.E3d.Volc.AIOBase.3.16.21, E3D.30mmCap.3.16.21, y con PLA imprimí Blokhead_HI.Flow.II.5.26.21, End3v2.Backbrace.3.16.21, VOLC.BLT.X48_Y-2_Rt.3.16.21. Después de imprimirlo y montarlo, efectivamente ya no se mueve.

Imprimir el soporte requiere preparar un montón de tornillos, HeroMe además necesita tuercas de inserción. Compré todos los sujetadores de la sección de elementos de fijación de la guía de suministro de Voron2.4 sin pensar, así no tuve que seleccionar tipos. Básicamente, todo lo necesario para modificar la impresora está ahí. Gasté más de 200 yuanes, es muy caro, así que lo omito del costo.
Actualización del hotend
Clon chino de E3D V6 2.6 yuanes (elige el de extrusión remota), bloque calefactor E3D Volcano 7.5 yuanes, boquilla Volcano 1 yuan (o usar bloque calefactor normal + boquilla cht 10 yuanes). Precio total no superior a 12 yuanes, el rey de la relación calidad-precio.
El flujo de $25mm^3/s$ del Volcano lo duplica directamente, el calentamiento también es suficiente, la adhesión entre capas es mayor, y además se puede cambiar a boquilla de 0.6, mi boquilla de 0.4 ya está acumulando polvo. Sin embargo, el Volcano tiene más líquido en la cámara, el efecto de retracción es más débil, es propenso a gotear y formar hilos, necesita mantener alta velocidad. La boquilla cht puede aumentar el flujo un 30% sin cambiar el bloque calefactor.
El tubo de garganta totalmente metálico se usa para imprimir ABS, porque la temperatura alta del tubo metálico puede derretir el PLA. Si la retracción es demasiado alta o la alimentación es lenta, se atasca.
También actualicé el sensor de temperatura ntc100k de 350 grados por 4 yuanes, para poder alcanzar temperaturas más altas y imprimir ABS; y el cartucho calefactor de 24V 50W por 10 yuanes, principalmente porque descubrí que con el ventilador al máximo y un flujo de 25, los 40W no podían mantener la temperatura y se detenía. Sin embargo, el objetivo de este artículo es el doble de velocidad, a esta velocidad no es necesario actualizar el cartucho calefactor.
El ventilador de refrigeración del hotend puede usar el ventilador 4010 del hotend original, para el conducto de aire se usa un ventilador turbina 5015 de 10 yuanes. Para la instalación, fui perezoso y simplemente corté los cables del ventilador turbina original y soldé el nuevo ventilador.
Quería encontrar un soporte de hotend compacto, del tipo que combina BMG y E3DV6 de corto recorrido, pero el soporte del eje X de la Ender3 tiene demasiadas limitaciones y no se puede lograr. Cambiar a rieles lineales daría más opciones. Se puede comprar un riel lineal chino por 40 yuanes, pero es mejor directamente montar un voron.
Al ensamblar el hotend se puede agregar un poco de grasa térmica industrial resistente a 400 grados, aplicándola en el sensor, la barra calefactora y la parte roscada del tubo de garganta solo en el lado de disipación de calor. La grasa industrial de 100 gramos cuesta unos 60 yuanes, es muy cara, así que la omito del costo.
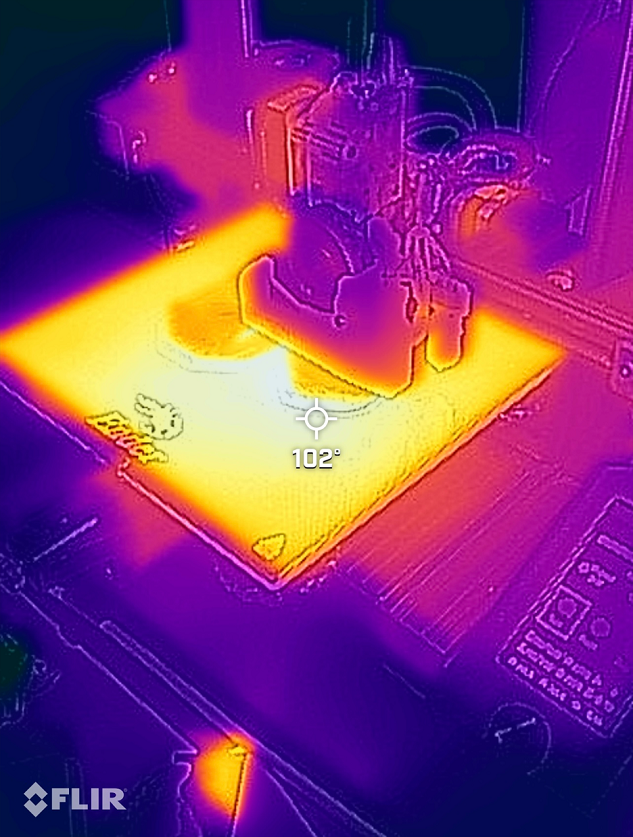
Aumento de la temperatura de la cama caliente
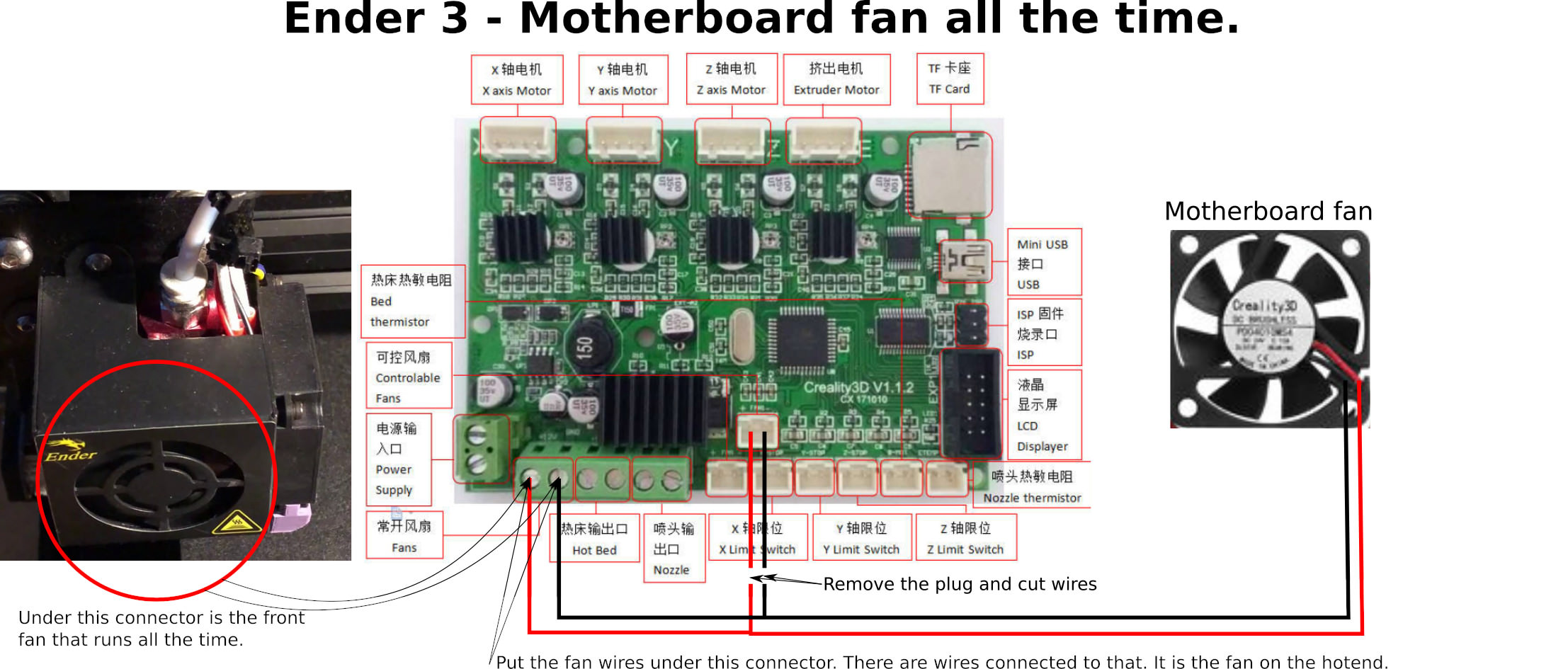
La cama caliente oficialmente solo soporta 90 grados, en la práctica al imprimir ABS a 80 grados se apaga. Esto se debe a que el ventilador de la placa base ahora se activa junto con el conducto de refrigeración del hotend, pero al imprimir ABS, el conducto generalmente está cerrado, sumado a los 90 grados de la cama caliente, tu placa base hará booom. Es necesario volver a cablear para que el ventilador esté siempre activo.
Después de modificarlo, se puede llegar a 110 grados. Más adelante hay otros 2 lugares para modificar la placa base, se pueden hacer juntos.
Cambio del motor paso a paso de extrusión
Es necesario cambiar a un motor 42 “pancake” con un espesor inferior a 23 (13 yuanes), de lo contrario es demasiado pesado, y con el soporte trasero chocaría con el perfil. Aquí nuevamente es necesario ajustar el voltaje del motor, porque obviamente el motor delgado no puede soportar el voltaje original, se calienta anormalmente. Medí que el $V_{ref}$ de fábrica del controlador E era 1.38, el motor 42-23 que compré tiene una corriente nominal de 1A, convirtiendo a RMS $I_{max}$ es 0.707A, así que ajusté $V_{ref}$ a 0.98, al tacto la temperatura es normal.
Durante las pruebas también descubrí que el motor de extrusión no funcionaba, temblaba y se detenía. Pensé que la placa base estaba dañada, probé de ida y vuelta durante mucho tiempo y descubrí que el terminal del conector del cable del eje E de fábrica no estaba bien prensado, no pensé que el cable del motor también pudiera fallar.
Modificación de parámetros del firmware
Después de completar todas las soldaduras y ensamblajes, es modificar los parámetros del firmware Marlin. Elegí modificar directamente los parámetros de JyersUI, es más conveniente. Ábrelo con vscode, instala la extensión platformio y puedes compilar directamente, no es necesario ajustar las opciones de compilación. Después de compilar, copia el archivo bin a la tarjeta SD, insértala, enciende, listo. (A veces, no sé por qué, la placa base no se actualiza, hay que cambiar la parte del nombre de archivo que dice firmware).
Uso el archivo de configuración UBL-BLTouch-10x10 porque tengo instalado un 3DTouch. Después de copiar el archivo de configuración al directorio Marlin, modifica Configuration.h:
#define HEATER_0_MAXTEMP 300 // El hotend puede alcanzar 300 grados, y el sensor de temperatura también es
1700515