Erfahrungen mit dem Hochgeschwindigkeits-Upgrade des 3D-Druckers Ender 3 V2
Als preisgünstiger DIY-Drucker ist der Ender 3 V2 wirklich langsam. Zuerst dachte ich, ein Upgrade sei unnötig, aber tatsächlich kostet die Druckkopfüberarbeitung nur 60 Yuan. Je früher man es macht, desto eher genießt man die Vorteile. Eine Verdoppelung der Geschwindigkeit ist wie zwei Drucker zu haben. Außerdem muss bei der gesamten Modifikation, abgesehen von der Spannungseinstellung am Mainboard, kein anderer Teil des Mainboards angefasst werden. Man kann es einfach zusammen mit der Dual-Z-Achse umbauen.
Der Ender 3 ist bereits der Drucker mit den meisten Online-Ressourcen, aber dennoch bin ich auf viele Situationen ohne Anleitung gestoßen. Hier ist mein Upgrade-Pfad, den man in der Reihenfolge umsetzen kann.
1. Extruder
Das erste Problem war das Durchrutschen des Extruders, was dazu führte, dass das Filament mitten im Druck abgefräst wurde und der Druck fehlschlug. Dies ist ein Problem des Einzelzahnrad-Extruders. Normalerweise löst der Austausch gegen einen 23 Yuan teuren, in China hergestellten BMG-Klon-Extruder das Problem perfekt. Dies ist das einfachste Upgrade, nicht teuer, und die meisten Nahförder-Druckköpfe verwenden diesen BMG-Extruder, also macht man auf jeden Fall nichts falsch.
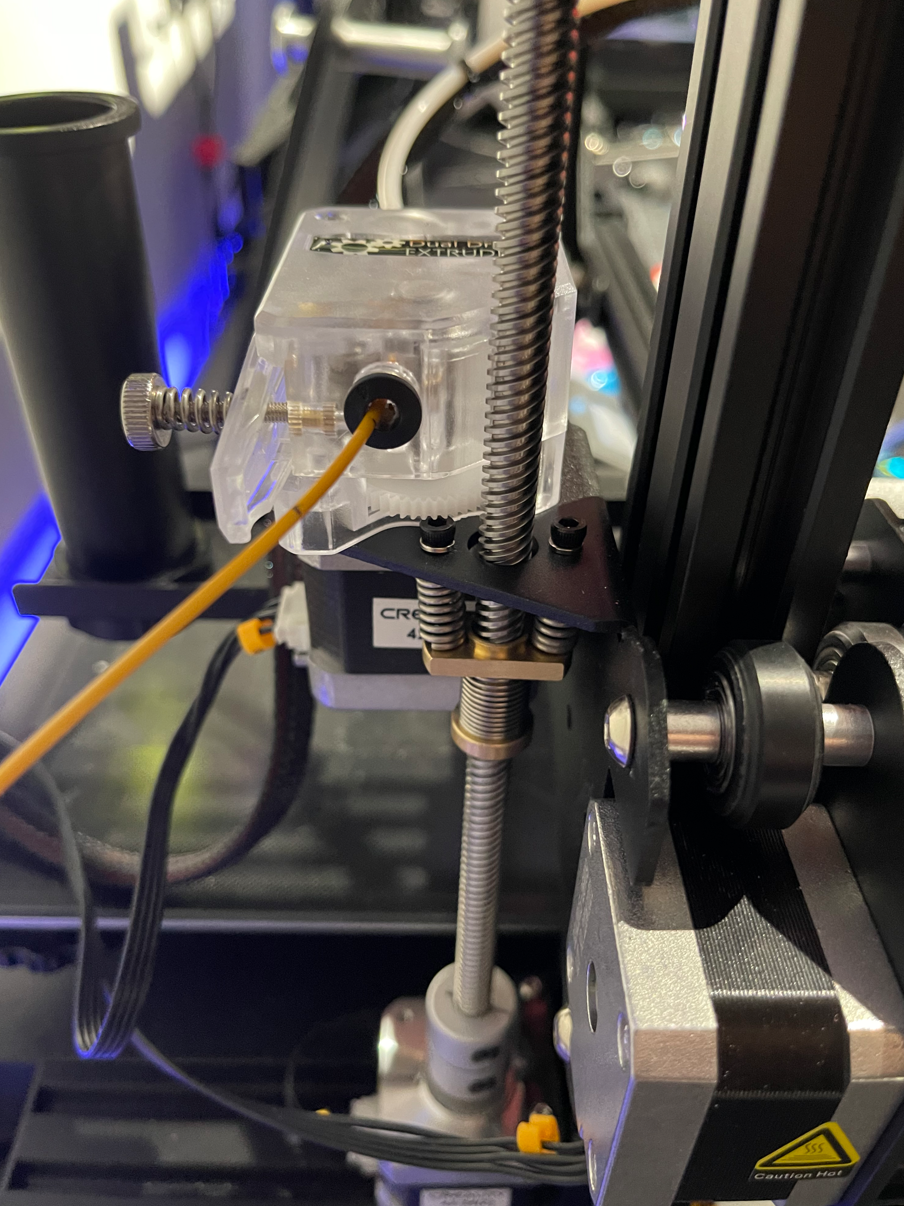
Nach dem Einbau muss das Übersetzungsverhältnis der E-Achse auf 425,5 eingestellt werden, was im Bildschirmmenü möglich ist.
2. Überfüllung/Elefantenfuß/Überextrusion
Dann gab es das Problem des Überlaufens bei vollständiger Füllung der untersten oder obersten Schicht. Zuerst dachte ich an Überextrusion, aber beim Kalibrieren der Extrusion mit einem Vase-Cube stellte ich fest, dass die Linienbreite auf der rechten Seite immer kleiner war als auf den anderen.
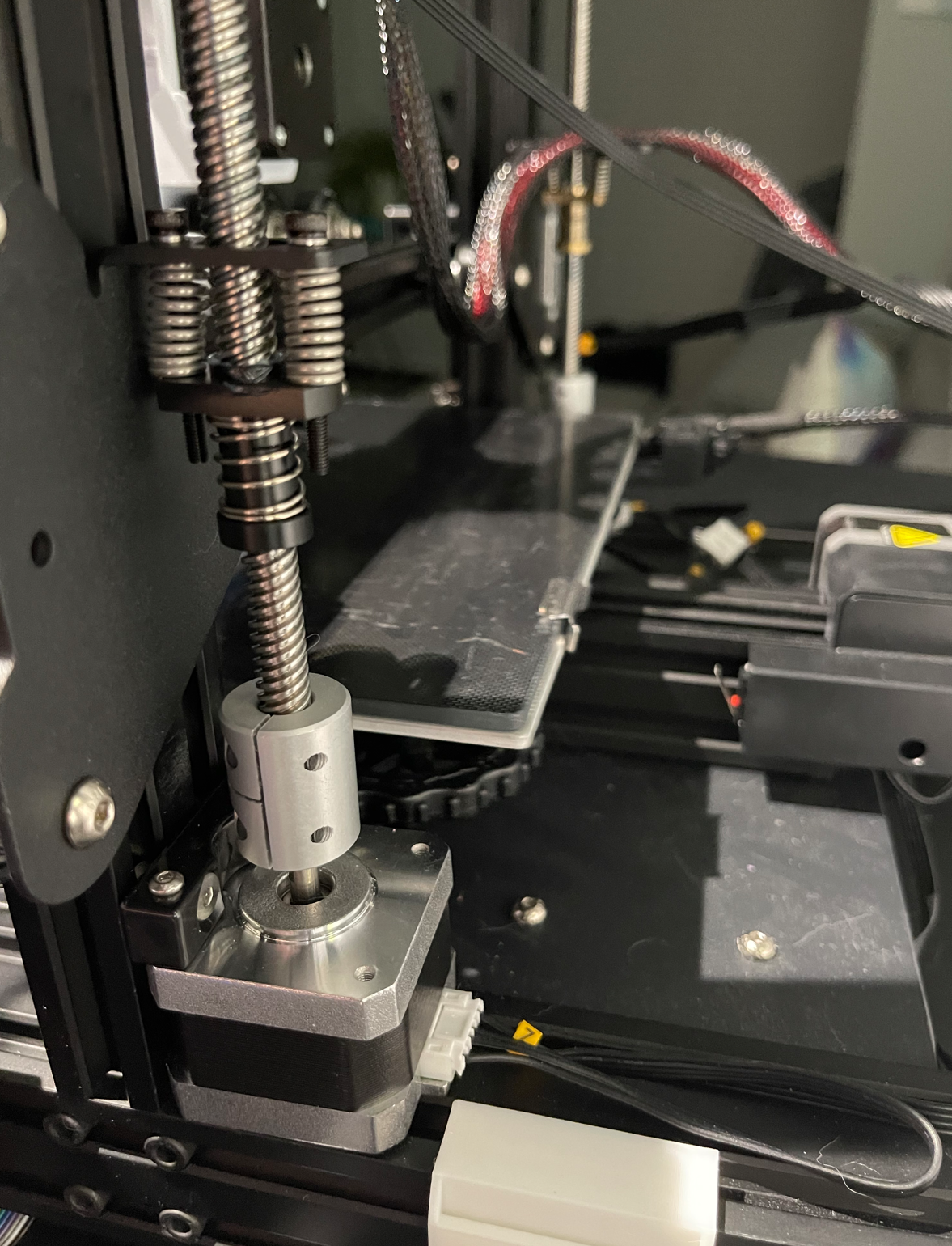
Das liegt daran, dass der Ender 3 eine Einzelspindelmaschine ist, nur links wird die Spindel gestützt, rechts hängt sie frei. Daher hebt sich die rechte Seite beim Anheben der Z-Achse nach Belieben, und in den ersten Schichten hebt sie sich definitiv zu wenig, eine 0,2 mm Schichthöhe kann anfangs nur 0,1 mm pro Schicht betragen. Das Lösen der Schraube des rechten Laufrads kann das Problem ein wenig lindern.

Ungenauigkeiten in der Schichthöhe beeinträchtigen die Qualität erheblich und erschweren die Fehlersuche bei vielen Problemen. Wer perfekte Schichtlinien sehen möchte, muss ein Upgrade durchführen.
Ich kaufte für 77 Yuan auf 1688 ein Dual-Z-Achsen-Set, das angeblich ohne Demontage des Mainboards installiert werden kann und sehr einfach einzubauen sei. Nach der Installation musste ich jedoch vor jedem Druck die Bettnivellierung anpassen, und egal wie ich es einstellte, es wurde nie eben. Während des Drucks traten auch Wellenmuster auf.
Dual-Z-Reparatur 1: Spannung anpassen
Ein Grund war, dass die beiden Schrittmotoren der Z-Achse parallel geschaltet waren, was zu unzureichendem Strom führte. Die eigentlich warm werdenden Schrittmotoren fühlten sich kalt an, daher war das Drehmoment zu gering, die Spindel rutschte durch und die Schichthöhe blieb instabil.
Die Lösung ist, den Schrittmotorstrom zu erhöhen, aber ich stellte fest, dass dies nicht per Software möglich war, weder in der Firmware noch mit dem M906-Befehl. Der Grund wird später erklärt.
Ich musste das Mainboard ausbauen und mit einem Multimeter die $V_{ref}$-Spannung des Z-Achsen-Schrittmotortreibers auf dem Mainboard anpassen. Neben jedem Schrittmotortreiber befindet sich ein Einstellpotentiometer, das man mit einem Multimeter misst und justiert (Vorsicht vor Kurzschlüssen durch Berührung anderer Teile).
Zuerst die Formel, für die TMC-Serie lautet sie: $\frac {I_{max}} {\sqrt 2}=\frac {325mV} {R_{SENSE}+30m\Omega} * \frac 1 {\sqrt 2} * \frac {V_{ref}} {2.5V}$
Auf meinem Mainboard ist ein SMD-Widerstand R150 verbaut, also einfache Mathematik: $R_{SENSE}=150m\Omega$ $\frac {I_{max}} {\sqrt 2} = \frac {325mV} {180m\Omega} * \frac 1 {\sqrt 2} * \frac {V_{ref}} {2.5V}$ $\frac {I_{max}} {\sqrt 2} / (\frac {325mV} {180m\Omega} * \frac 1 {\sqrt 2} * \frac 1 {2.5V} ) = V_{ref}$ $I_{max} * \frac {2.5V} {\frac {325mV} {180m\Omega}} = V_{ref}$ $V_{ref} \approx 1.3846153846153846 *I_{max}$
Die gemessene Ausgangs-$V_{ref}$ des Z-Achsen-Treibers betrug 1,18V, was den Spezifikationen des Ender 3 V2 für XYZ-Achsenmotoren mit $I_{max}=0,84A$ entspricht. Eine direkte Verdoppelung erschien mir zu hoch und würde den Maximalwert des TMC2208 von 1,4A RMS überschreiten. Ich entschied mich für eine Verdoppelung auf 1,16A (basierend auf dem Strom des frühen Ender3 von 0,58A), daher stellte ich $V_{ref}$ auf 1,6066V ein.
Ein Bereich von 1,6V-1,65V kann dieses Problem sicher lösen, aber der tatsächliche Strom war immer noch unzureichend, die Motoren wurden nicht warm. Ich versuchte es mit 1,8V bis 2V, aber die Motoren schalteten sich willkürlich ab, anscheinend kann man sich dem Maximalwert wirklich nicht nähern. Außerdem wurde der rechte Motor etwas wärmer, selbst bei 1,7V sprang er beim Drucken von ABS bei höheren Temperaturen auf der rechten Seite. Nach all dem Hin und Her begann ich, die Lösung mit einem einzelnen Motor und einem Zahnriemen, der zwei Spindeln antreibt, zu verstehen – da muss man sich nur um die Präzision eines Motors kümmern.

Wenn Sie die Spannung anpassen möchten, empfehle ich, zunächst nichts zu ändern. Auch für hohe Geschwindigkeiten muss die Spannung angepasst werden.
Dual-Z-Reparatur 2: Gerade Spindeln
Es ist eben Billigware, die Spindeln können krumm sein oder es gibt leichte Montageabweichungen, was zu zu hohem Widerstand der Z-Achsenmotoren führt. Zuerst entfernte ich die Spindelhalterung oben, der Widerstand verringerte sich deutlich. Dann erhöhte ich die Toleranz für die Spindeln, z.B. durch Verwendung einer elastischen Kupplung o.ä.
3. Hochgeschwindigkeits-Modifikation
Beim Versuch, mit hoher Geschwindigkeit zu drucken, trat beim E3V2 bei höheren Geschwindigkeiten eine ungleichmäßige Extrusion auf. Die gesamte Extrusion sammelte sich in den Ecken, das Modell war ein einziges Chaos. Es fühlte sich an, als ob sich Druck im Hohlraum des Bowden-Hotends aufbaute. Jedenfalls wurde es durch ein Upgrade des Hotends und die Umstellung auf Direktförderung gelöst. Der aktuelle Durchfluss des Hotends beträgt $12mm^3/s$, bei einer 0,4er Düse und 0,2 mm Schichthöhe ist eine maximale Geschwindigkeit von 133 mm/s möglich.
Nach Beitragsort geordnete Wichtigkeit der Modifikationen: $Firmware-Upgrade & Einstellungen > E-Achse TMC Flywire > E3DV6 Volcano > Direktförderung$
Das Flywire für die E-Achse TMC kann die Konturgeschwindigkeit erheblich erhöhen, wird hier aber nicht behandelt.
Direktförderungs-Umrüstung
Ob die Direktförderung die Qualität verbessert, habe ich nicht separat getestet, da ich sie zusammen mit anderen Projekten umgesetzt habe. Aber selbst wenn der Effekt gering ist, ist sie notwendig, da sie definitiv den Retract reduzieren kann. Modelle mit viel Retract können die Druckgeschwindigkeit erheblich steigern (Mondlampe um 22%).
Dazu muss man einfach den zuvor gekauften BMG-Extruder und den Motor über dem Hotend anbringen. Dafür muss man mit ABS+ einen Halter selbst drucken.
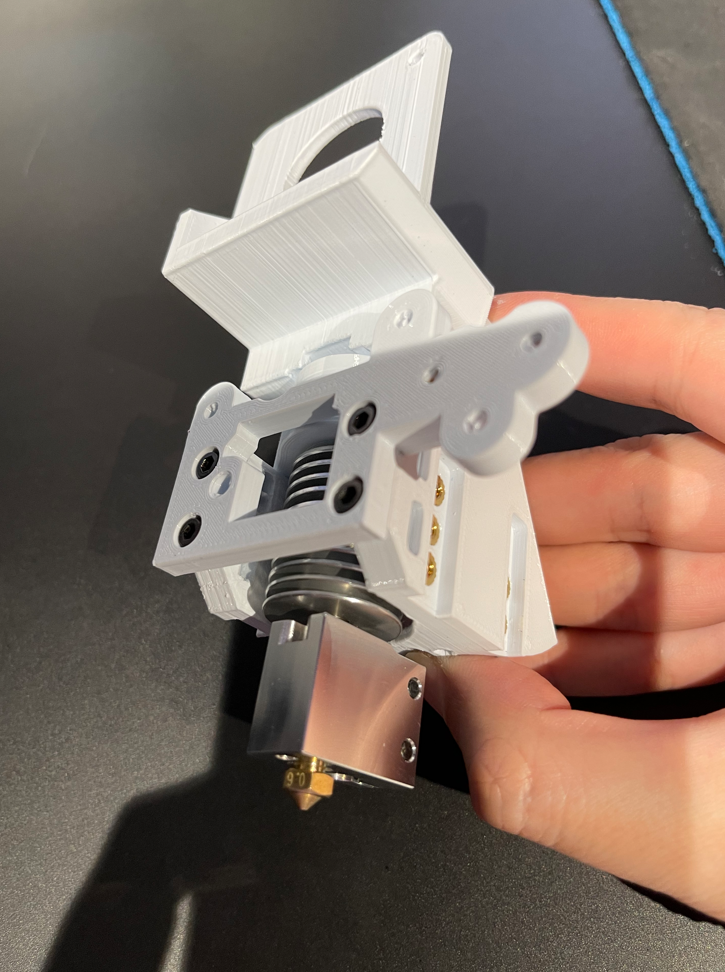
Ich wählte zunächst den HeroMe V6 Halter: HMG6 DD Base E3DV6-Revo Six-BMO - Bondtech BMG Reverse, da dies einer der wenigen Halter ist, bei dem der Extrudermotor hinten sitzt und der Schwerpunkt näher zur Mitte liegt. Dazu gehören Ender 3 Series Gantry Clip, Ender 3V2 E3DV6-Revo Six-BMO Gantry Adapter, HMG6 E3D V6 collar, HMG6-tall-lightweight-5015 Teile, die auch gedruckt werden müssen.
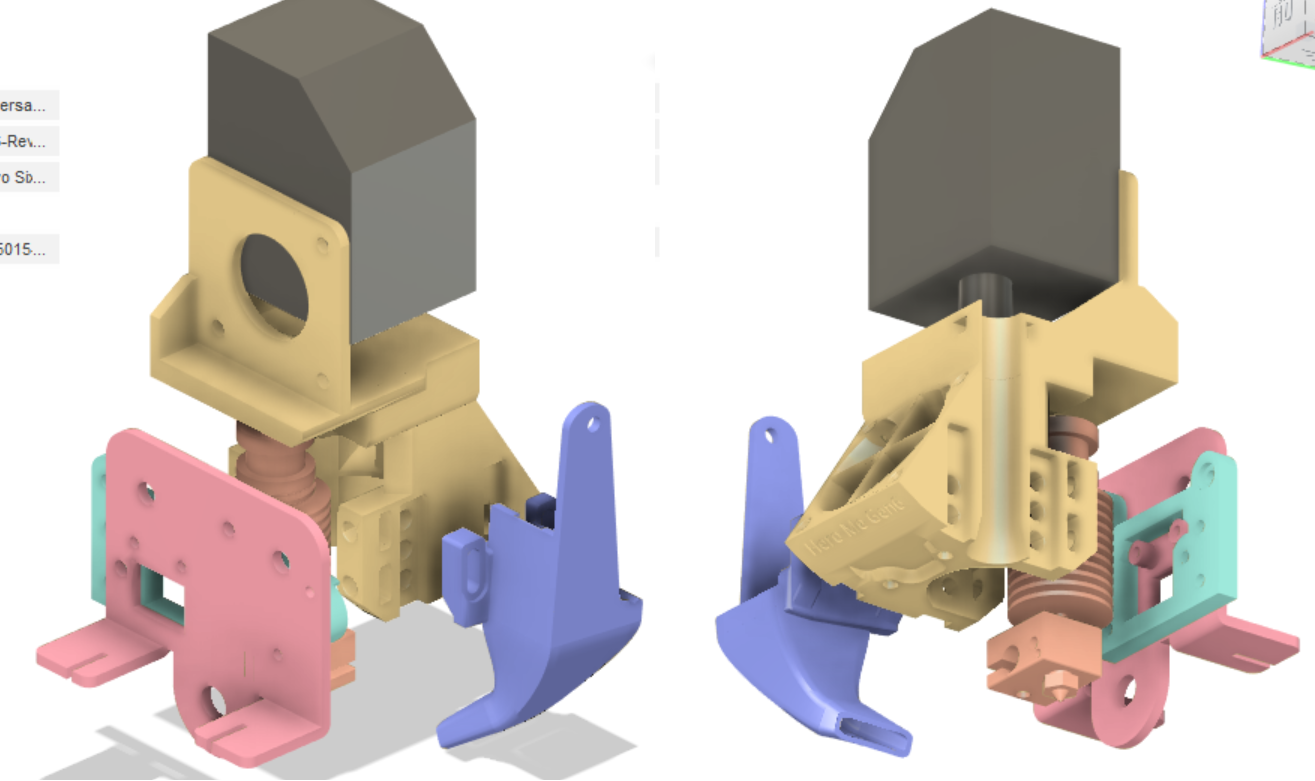
Dieser Halter hat folgende Nachteile:
- Der gesamte Druckkopf ist auf einem Adapter befestigt, der wiederum auf der Grundplatte befestigt ist, was zu leichten Erschütterungen führt, besonders bei Verwendung von PETG.
- Die Wartung des Hotends ist sehr umständlich, alles muss komplett demontiert werden.
- Aufgrund von Punkt 1 führt auch die Lüftervibration zu Vibrationen des gesamten Druckkopfes.
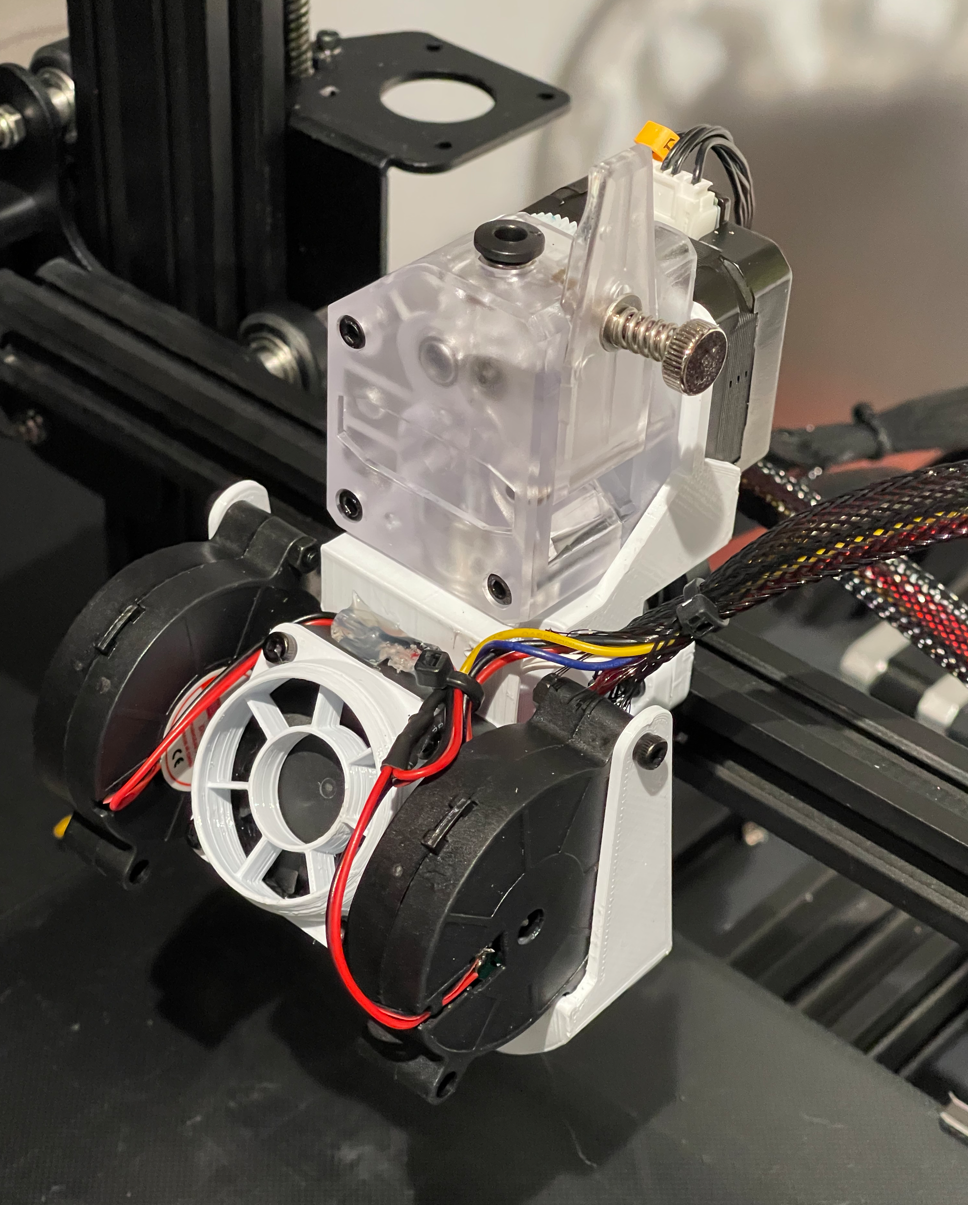
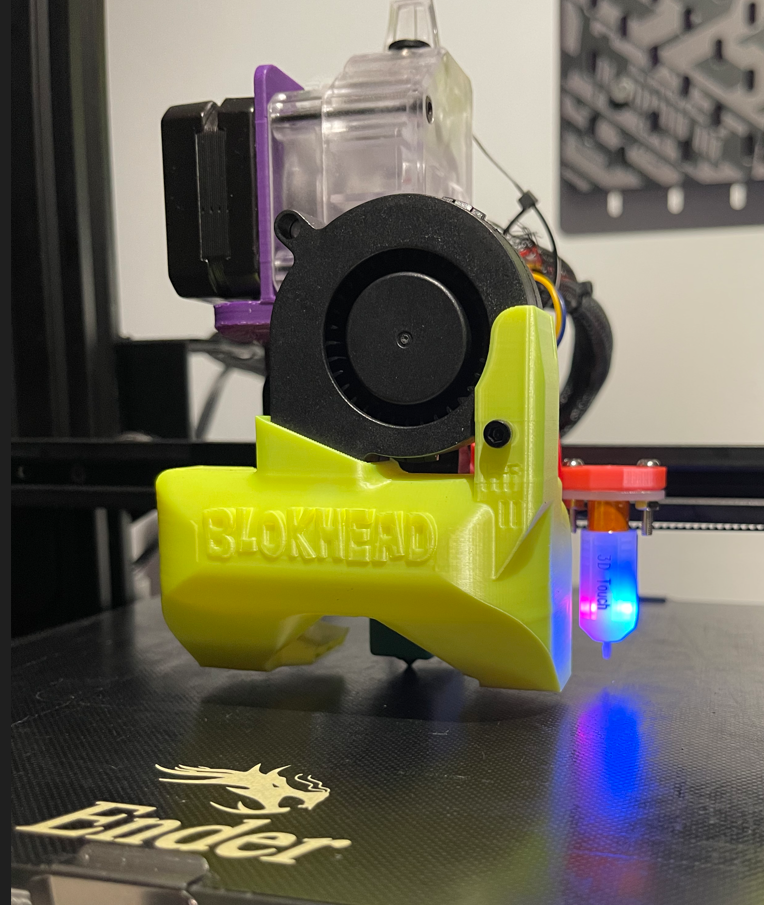
Also versuchte ich, mit ABS+ den Petsfang-Halter zu drucken: BMG.E3d.Volc.AIOBase.3.16.21, E3D.30mmCap.3.16.21, und mit PLA die Dateien Blokhead_HI.Flow.II.5.26.21, End3v2.Backbrace.3.16.21, VOLC.BLT.X48_Y-2_Rt.3.16.21. Nach dem Zusammenbau wackelte er tatsächlich nicht mehr.

Für den Druck der Halter benötigt man eine Menge Schrauben, für HeroMe braucht man außerdem Einschraubmuttern. Ich habe einfach blind alle Befestigungselemente aus der Sourcing-Guide-Tabelle des Voron2.4 gekauft, um mir die Auswahl zu ersparen. Praktisch alles, was man für Druckermodifikationen braucht, ist darin enthalten. Das kostete über 200 Yuan, zu teuer, also ignoriere ich es in den Kosten.
Hotend-Upgrade
In China hergestellter E3D V6-Klon für 2,6 Yuan (Bowden-Version wählen), E3D Volcano Heizblock für 7,5 Yuan, Volcano-Düse für 1 Yuan (oder normaler Heizblock + CHT-Düse für 10 Yuan). Gesamtpreis unter 12 Yuan, das Preis-Leistungs-Verhältnis ist unschlagbar.
Der Durchfluss des Volcano von $25mm^3/s$ verdoppelt sich direkt, die Erwärmung ist ausreichend, die Schichthaftung höher, und man kann auf 0,6er Düsen wechseln. Meine 0,4er Düsen sammeln nur Staub. Allerdings enthält der Volcano-Hohlraum mehr geschmolzenes Material, der Retract-Effekt ist schwächer, es kommt leichter zu Tröpfchen und Fäden, daher muss mit hoher Geschwindigkeit gedruckt werden. CHT-Düsen können den Durchfluss um 30% erhöhen, ohne den Heizblock zu wechseln.
Das vollmetallische Heatbreak wird für ABS-Drucke verwendet, da es bei höheren Temperaturen PLA schmelzen kann. Zu hoher Retract oder zu langsamer Filamentvorschub können zu Verstopfungen führen.
Ich habe gleichzeitig auf einen 350°C NTC100K Temperatursensor für 4 Yuan upgegradet, um höhere Temperaturen für ABS zu erreichen; sowie auf eine 24V 50W Heizpatrone für 10 Yuan, hauptsächlich weil ich feststellte, dass bei voller Lüfterleistung und 25 mm³/s Durchfluss die 40W-Patrone die Temperatur nicht halten konnte und abschaltete. Das Ziel dieses Artikels ist jedoch die doppelte Geschwindigkeit, für diese Geschwindigkeit ist die Heizpatrone nicht nötig.
Der Hotend-Kühllüfter kann der originale 4010-Lüfter des Hotends sein, für den Luftkanal verwendet man einen 5015-Turbinenlüfter für 10 Yuan. Für die Installation habe ich faul einfach die Kabel des originalen Turbinenlüfters abgeschnitten und den neuen Lüfter angelötet.
Ich suchte nach einem kompakten Hotend-Halter, der BMG und Direktförderung E3DV6 kombiniert, aber der X-Achsen-Träger des Ender3 ist zu einschränkend. Mit Linearschienen gäbe es mehr Auswahl. Man kann für 40 Yuan in China hergestellte Linearschienen kaufen, aber dann kann man gleich einen Voron bauen.
Beim Zusammenbau des Hotends kann etwas industrielles Wärmeleitpaste (bis 400°C) auf den Sensor, die Heizpatrone und die Gewindeteile des Heatbreaks (nur auf der Seite, die gekühlt wird) aufgetragen werden. Industrielle Paste kostet etwa 60 Yuan für 100g, zu teuer, also ignoriere ich sie in den Kosten.
Erhöhung der Heizbett-Temperatur
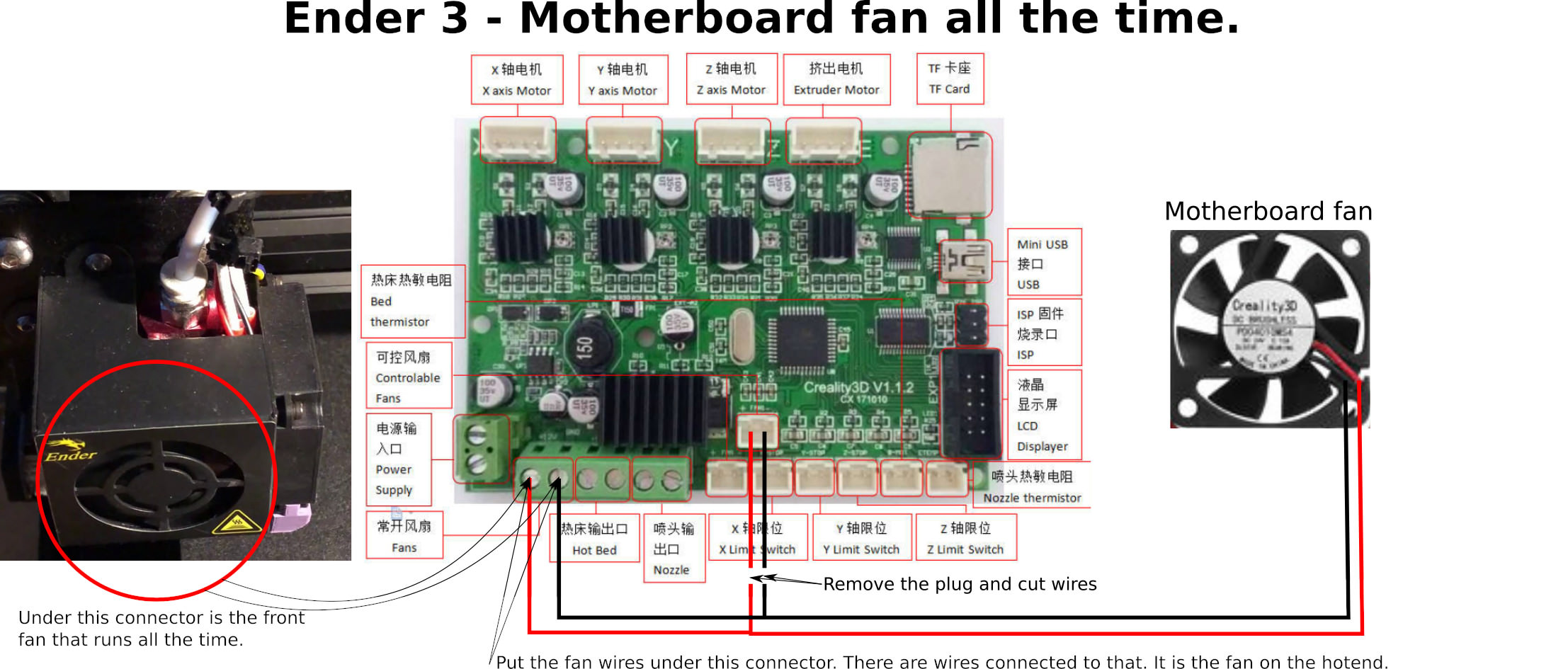
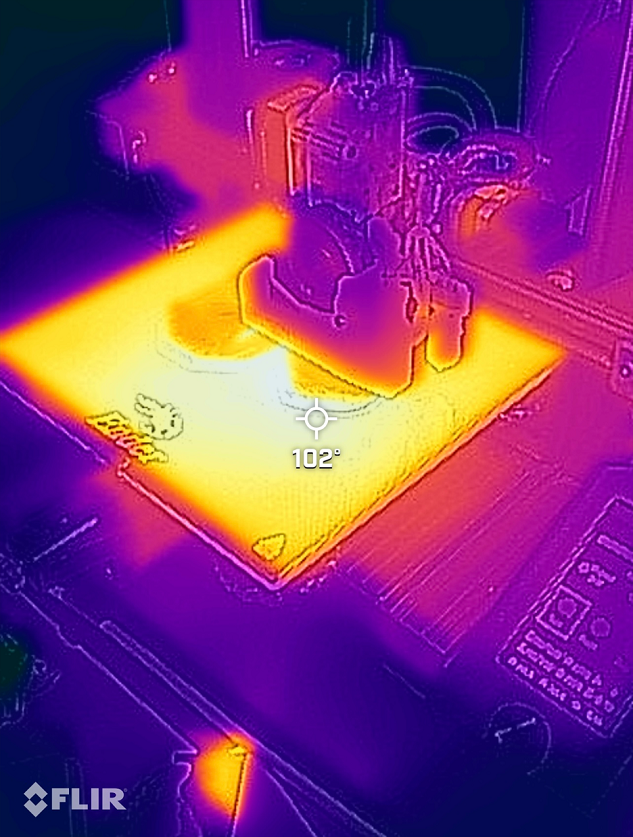
Das offizielle Heizbett unterstützt nur 90°C, in der Praxis schaltet es bei 80°C für ABS ab. Das liegt daran, dass der Mainboard-Lüfter mit dem Luftkanal-Lüfter startet. Beim Drucken von ABS ist der Luftkanal jedoch normalerweise ausgeschaltet, und bei 90°C Heizbett würde das Mainboard “booom” machen. Man muss die Verkabelung ändern, damit der Lüfter immer eingeschaltet ist.
Nach der Änderung sind 110°C möglich. Es gibt später noch zwei weitere Mainboard-Modifikationen, die man zusammen durchführen kann.
Austausch des Extruder-Schrittmotors
Es muss ein 42er “Pancake”-Motor mit einer Dicke unter 23 mm (13 Yuan) verwendet werden, sonst ist er zu schwer und stößt mit einem hinteren Halter an das Profil. Hier muss erneut die Motorspannung angepasst werden, da der dünne Motor offensichtlich die ursprüngliche Spannung nicht verträgt und übermäßig heiß wird. Die gemessene Ausgangs-$V_{ref}$ des E-Treibers betrug 1,38V. Der gekaufte 42-23 Motor hat einen Nennstrom von 1A, der RMS-$I_{max}$ beträgt also 0,707A. Daher stellte ich $V_{ref}$ auf 0,98V ein, die Temperatur fühlte sich dann normal an.
Während der Tests stellte ich außerdem fest, dass der Extrudermotor nicht arbeitete, nur zitterte und stoppte. Ich dachte, das Mainboard sei defekt, aber nach stundenlangem Testen fand ich heraus, dass der Stecker des E-Achsen-Kabels von Werk aus nicht richtig geklemmt war – wer hätte gedacht, dass auch Motorleitungen defekt sein können.
Anpassung der Firmware-Parameter
Nach all dem Löten und Zusammenbau folgt die Anpassung der Marlin-Firmware-Parameter. Ich wählte die direkte Änderung der JyersUI-Parameter, das ist einfacher. Mit VS Code öffnen, die PlatformIO-Erweiterung installieren, und man kann direkt kompilieren, ohne Kompilierungsoptionen anzupassen. Nach der Kompilierung die bin-Datei auf die SD-Karte kopieren, einstecken, einschalten, fertig. (Manchmal aktualisiert das Mainboard aus unb

1700515