تجربة تعديل وترقية طابعة Ender 3 V2 ثلاثية الأبعاد للسرعة العالية
كطابعة DIY ذات نسبة أداء عالية إلى سعر، فإن سرعة Ender 3 V2 بطيئة حقًا. في البداية اعتقدت أنه ليس من الضروري ترقيتها، ولكن في الواقع، تكلفة تعديل رأس الطباعة 60 يوان فقط. التعديل المبكر يعني الاستمتاع المبكر، ومضاعفة السرعة تعادل امتلاك طابعتين. بالإضافة إلى ذلك، باستثناء ضبط الجهد على اللوحة الأم، لا يتطلب التعديل بأكمله لمس أي جزء آخر من اللوحة الأم، ويمكن إجراؤه مع تعديل المحور Z المزدوج.
Ender 3 هي بالفعل الطابعة الأكثر توثيقًا على الإنترنت، لكنني واجهت خلال العملية العديد من الحالات التي لا توجد عنها معلومات. فيما يلي مسار الترقية الخاص بي، يمكنك التعديل بالترتيب.
1. البثق
أول مشكلة واجهتها كانت انزلاق البثق، مما أدى إلى تجريف الخامة في منتصف الطباعة وفشل الطباعة. هذه مشكلة في آلة البثق ذات الترس الواحد. عادةً، استبدالها بآلة بثق BMG مستنسخة محلية الصنع بسعر 23 يوان يمكن أن يحل المشكلة بشكل مثالي. هذه هي أسهل ترقية، وغير مكلفة، ومعظم رؤوس الطباعة القريبة ستستخدم آلة البثق BMG هذه، لذا لا خسارة في كل الأحوال.
بعد التثبيت، يجب ضبط نسبة تروس المحور E على 425.5، يمكن ضبط ذلك من الشاشة.
2. فيض الحشو / قدم الفيل / فرط البثق
ثم عند الحشو الكامل للطبقة السفلية أو العلوية، تحدث حالة فيض. في البداية ظننت أنها فرط في البثق، ولكن عند طباعة مكعب إناء لمعايرة البثق، لاحظت أن عرض الخطوط على الجانب الأيمن دائمًا أصغر من الآخرين.
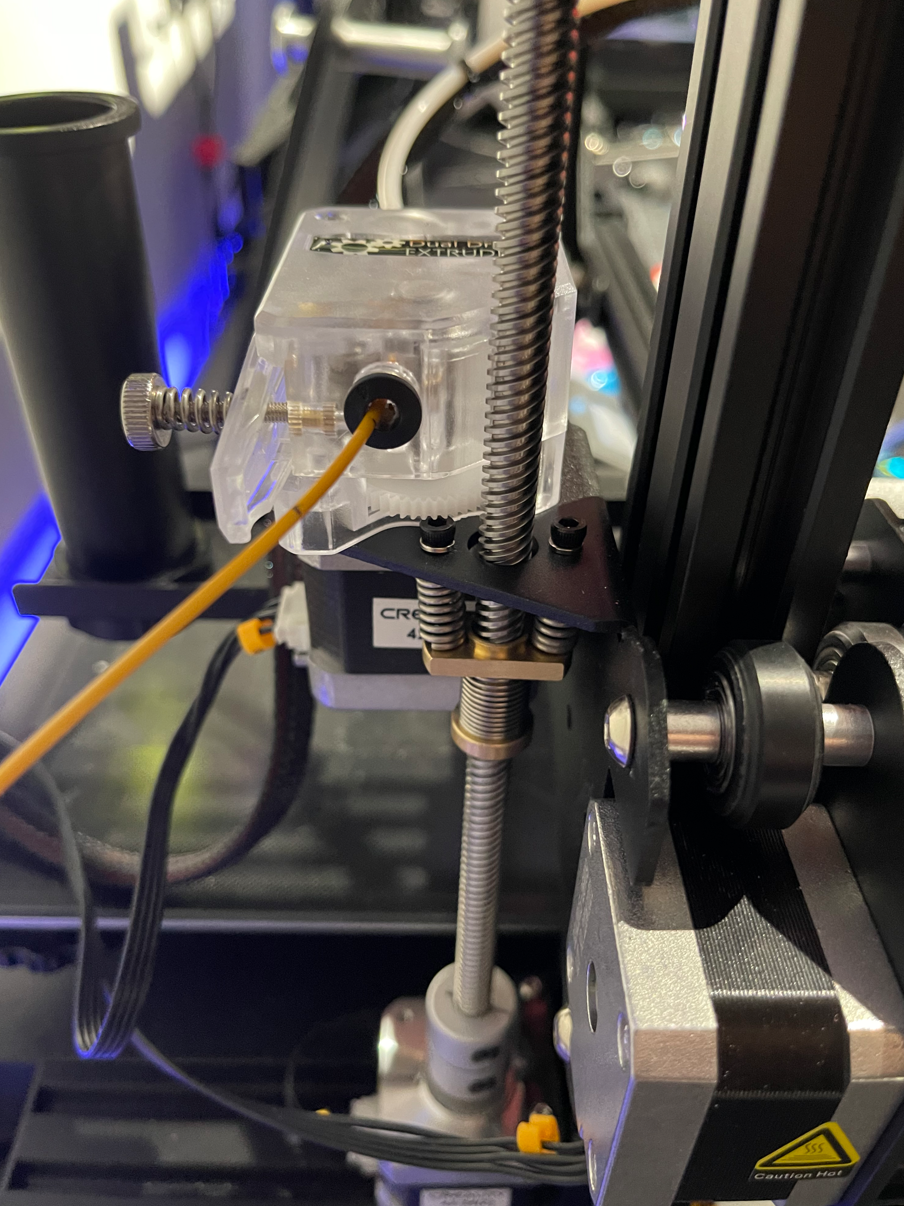
هذا لأن Ender 3 هي آلة ذات عمود لولبي واحد، حيث يوجد دعم للعمود اللولبي على اليسار فقط، بينما الجانب الأيمن معلق. لذلك عند رفع المحور Z، فإن مقدار الارتفاع الذي يصل إليه الجانب الأيمن يعتمد على مزاجه، والطبقات القليلة الأولى حتمًا ترتفع أقل من اللازم، ارتفاع طبقة 0.2 قد يرفع في البداية 0.1 فقط لكل طبقة. يمكن لفك براغي العجلة اليمنى تخفيف المشكلة قليلاً.

عدم دقة ارتفاع الطبقة يؤثر بشدة على الجودة، ويؤثر أيضًا على التصحيح عند مواجهة العديد من المشكلات. إذا كنت تريد رؤية خطوط طبقة مثالية، يجب إجراء ترقية.
اشتريت مجموعة المحور Z المزدوج من 1688 بـ 77 يوان، قيل إنها لا تتطلب فك اللوحة الأم، والتركيب بأكمله سهل. بعد التثبيت وجربت الطباعة، كانت النتيجة أنني أحتاج إلى تسوية السرير قبل كل طبعة، ولم أستطع تسويته مهما حاولت، وكانت هناك تموجات أثناء الطباعة.
إصلاح المحور Z المزدوج 1: تعديل الجهد
أولاً، لأن محركي الخطوة للمحور Z متصلان على التوازي، مما يؤدي إلى عدم كفاية تيار محرك الخطوة. المحركات الخطوة التي كانت تسخن أصبحت بارسة الملمس، لذا فإن عزم الدوران غير كافٍ مما تسبب في انزلاق العمود اللولبي، وظل ارتفاع الطبقة غير مستقر.
الحل هو زيادة تيار محرك الخطوة، لكنني اكتشفت أنه لا يمكن التعديل عبر البرنامج، سواء في البرنامج الثابت أو أمر M906. السبب سأذكره لاحقًا.
كان لا بد من فك اللوحة الأم، واستخدام مقياس متعدد لضبط جهد $V_{ref}$ لمشغل محرك الخطوة للمحور Z على اللوحة الأم. بجانب كل مشغل محرك خطوة يوجد مقبض ضبط، اضبطه أثناء قياس الجهد بالمقياس المتعدد (احذر من لمس أماكن أخرى والتسبب في قصر دائرة).
أولاً الصيغة، صيغة سلسلة TMC هي: $\frac {I_{max}} {\sqrt 2}=\frac {325mV} {R_{SENSE}+30m\Omega} * \frac 1 {\sqrt 2} * \frac {V_{ref}} {2.5V}$
المقاومة السطحية على لوحتي الأم هي R150، لذا بحساب الرياضيات البسيط: $R_{SENSE}=150m\Omega$ $\frac {I_{max}} {\sqrt 2} = \frac {325mV} {180m\Omega} * \frac 1 {\sqrt 2} * \frac {V_{ref}} {2.5V}$ $\frac {I_{max}} {\sqrt 2} / (\frac {325mV} {180m\Omega} * \frac 1 {\sqrt 2} * \frac 1 {2.5V} ) = V_{ref}$ $I_{max} * \frac {2.5V} {\frac {325mV} {180m\Omega}} = V_{ref}$ $V_{ref} \approx 1.3846153846153846 *I_{max}$
جهد $V_{ref}$ لمشغل المحور Z كما قيس عند الخروج من المصنع كان 1.18V، وهو يتوافق مع مواصفات محرك المحاور XYZ لـ Ender 3 V2 حيث $I_{max}=0.84A$. مضاعفته مباشرةً يبدو كبيرًا جدًا، ويتجاوز أيضًا القيمة القصوى لـ TMC2208 البالغة 1.4RMS، لذا ضبطته على ضعف 0.58A (تيار Ender3 المبكر) أي 1.16A، وبالتالي تم ضبط $V_{ref}$ إلى 1.6066V.
نطاق 1.6V-1.65V يمكنه حل هذه المشكلة بأمان، لكن التيار الفعلي لا يزال غير كافٍ، والمحرك لا يزال غير ساخن. حاولت أيضًا ضبطه إلى 2V ثم 1.8V، لكن النتيجة كانت أن المحرك يتوقف عشوائيًا، يبدو أنه حقًا لا يمكن الاقتراب من القيمة القصوى. بالإضافة إلى ذلك، المحرك الأيمن أكثر سخونة قليلاً، حتى عند ضبطه على 1.7V، عند طباعة ABS وارتفاع درجة الحرارة، كان الجانب الأيمن يقفز خطوات. على أي حال، بعد كل هذه المعاناة، بدأت أفهم فكرة نظام السحب الواحد باستخدام حزام نقل الحركة لسحب اثنين، على الأقل سأهتم فقط بدقة محرك واحد.

إذا كنت تريد تعديل الجهد، أقترح ألا تضبطه الآن، السرعة العالية تتطلب أيضًا تعديل الجهد.
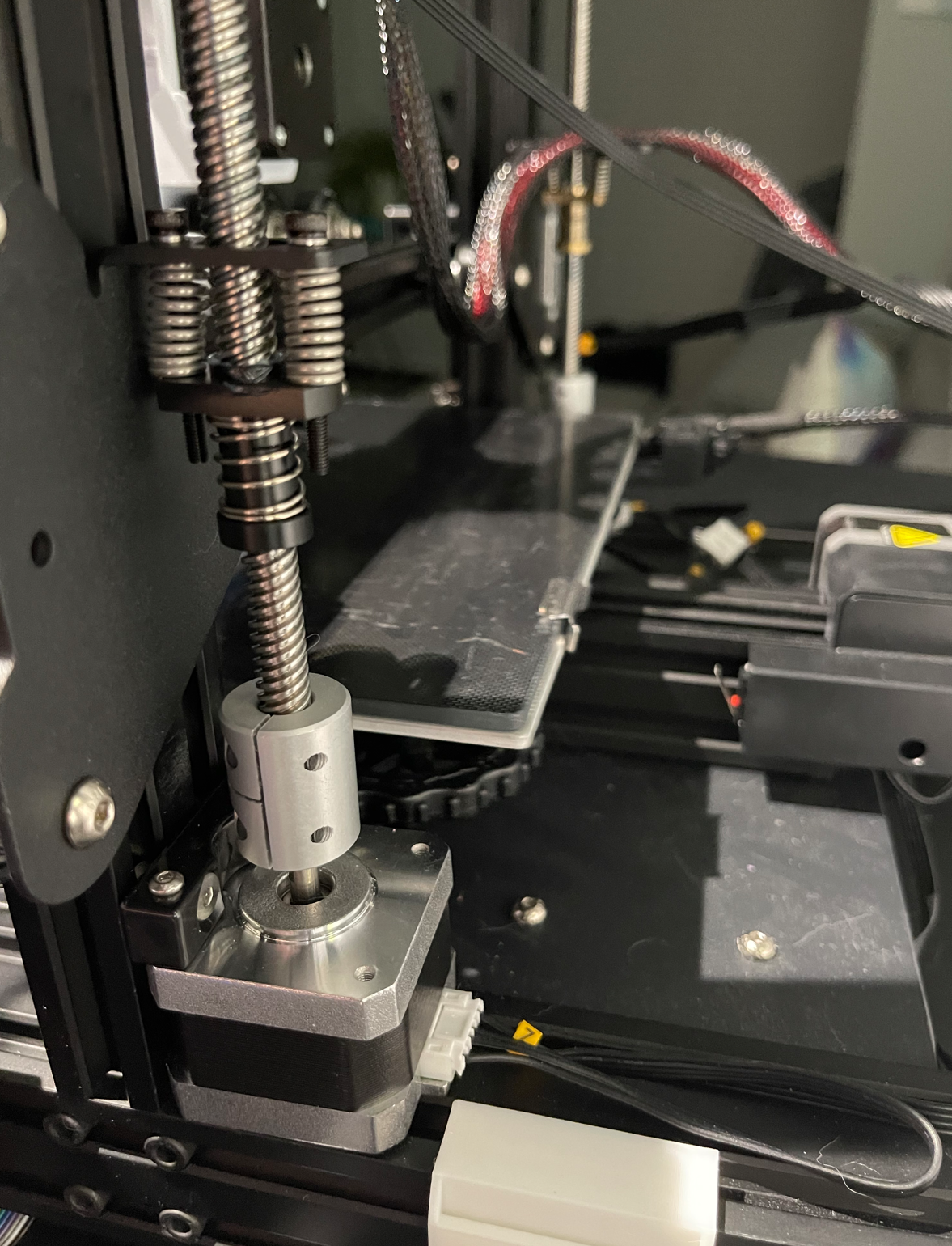
إصلاح المحور Z المزدوج 2: حل مشكلة عدم استقامة العمود
بعد كل شيء، إنها سلعة رخيصة، العمود قد لا يكون مستقيمًا، أو قد يكون هناك خطأ بسيط في أبعاد التثبيت، مما يؤدي إلى مقاومة كبيرة لمحرك المحور Z. أولاً قمت بإزالة حامل العمود اللولبي العلوي، قللت المقاومة كثيرًا. ثم أضفت تسامحًا للعمود اللولبي، مثل استخدام وصلة مرنة أو ما شابه.
3. تعديل السرعة العالية
عند محاولة الطباعة بسرعة عالية على e3v2، عندما تزيد السرعة يحدث عدم انتظام في البثق، يتراكم كل البثق عند الزوايا، ويصبح النموذج فوضويًا. يبدو أن السبب هو الضغط المتراكم داخل فوهة التسخين البعيدة، على أي حال تم حله بعد ترقية فوهة التسخين والتحويل إلى نظام قريب. تدفق فوهة التسخين الحالية هو $12mm^3/s$، مع فوهة 0.4 وارتفاع طبقة 0.2، أقصى سرعة هي 133mm/s فقط.
رتبت أهمية التعديلات حسب مساهمتها: $ترقية البرنامج الثابت وضبط المعلمات > توصيل TMC للمحور E > E3DV6 Volcano > النظام القريب$
توصيل TMC للمحور E يمكن أن يزيد سرعة الكنتور بشكل كبير، هذا المقال لا يتناول ذلك.
تعديل نظام البثق القريب
لم أختبر بشكل منفصل ما إذا كان النظام القريب يحسن الجودة، لأنني قمت بتعديله مع مشاريع أخرى، ولكن حتى لو كان تأثيره محدودًا فهو ضروري، لأنه يمكن بالتأكيد تقليل السحب للخلف، والنماذج التي تتطلب سحبًا كثيرًا للخلف يمكن أن تزيد سرعة طباعتها بشكل كبير (مصباح القمر زاد بنسبة 22%).
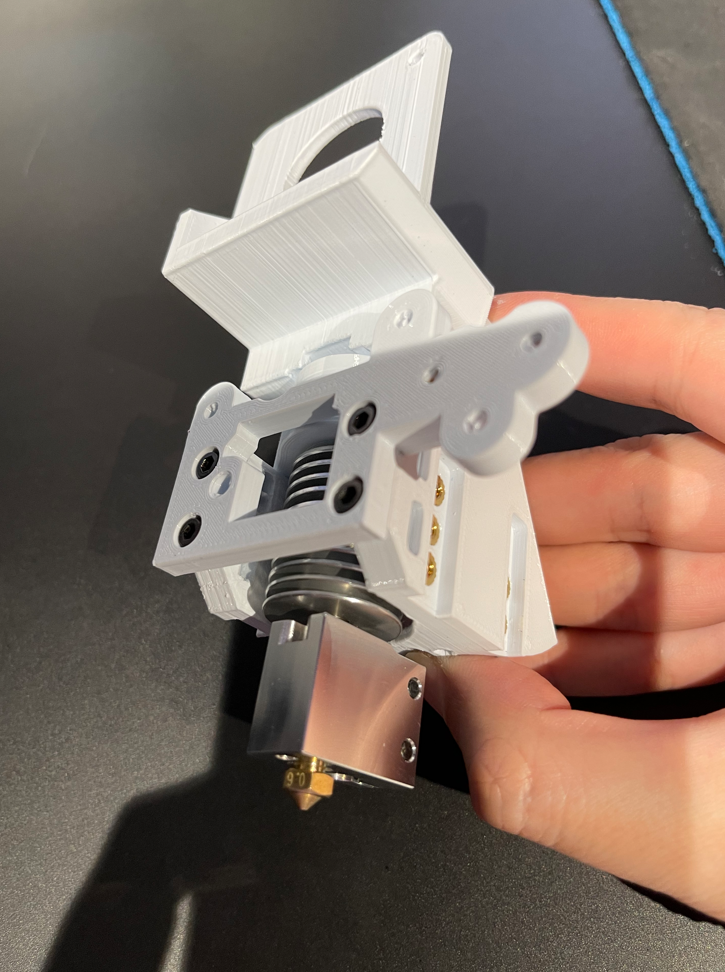
هذا يتطلب فقط تركيب آلة البثق BMG التي اشتريتها سابقًا، والمحرك فوق فوهة التسخين، تحتاج لطباعة حامل باستخدام ABS+ بنفسك.
اخترت أولاً حامل HeroMe V6: HMG6 DD Base E3DV6-Revo Six-BMO - Bondtech BMG Reverse، لأنني فكرت في أن هذا من الحوامل القليلة التي يكون فيها محرك البثق في الخلف، مما يجعل مركز الثقل أقرب إلى المنتصف. المرفقات: Ender 3 Series Gantry Clip، Ender 3V2 E3DV6-Revo Six-BMO Gantry Adapter، HMG6 E3D V6 collar، وأيضًا تحتاج لطباعة أجزاء HMG6-tall-lightweight-5015.
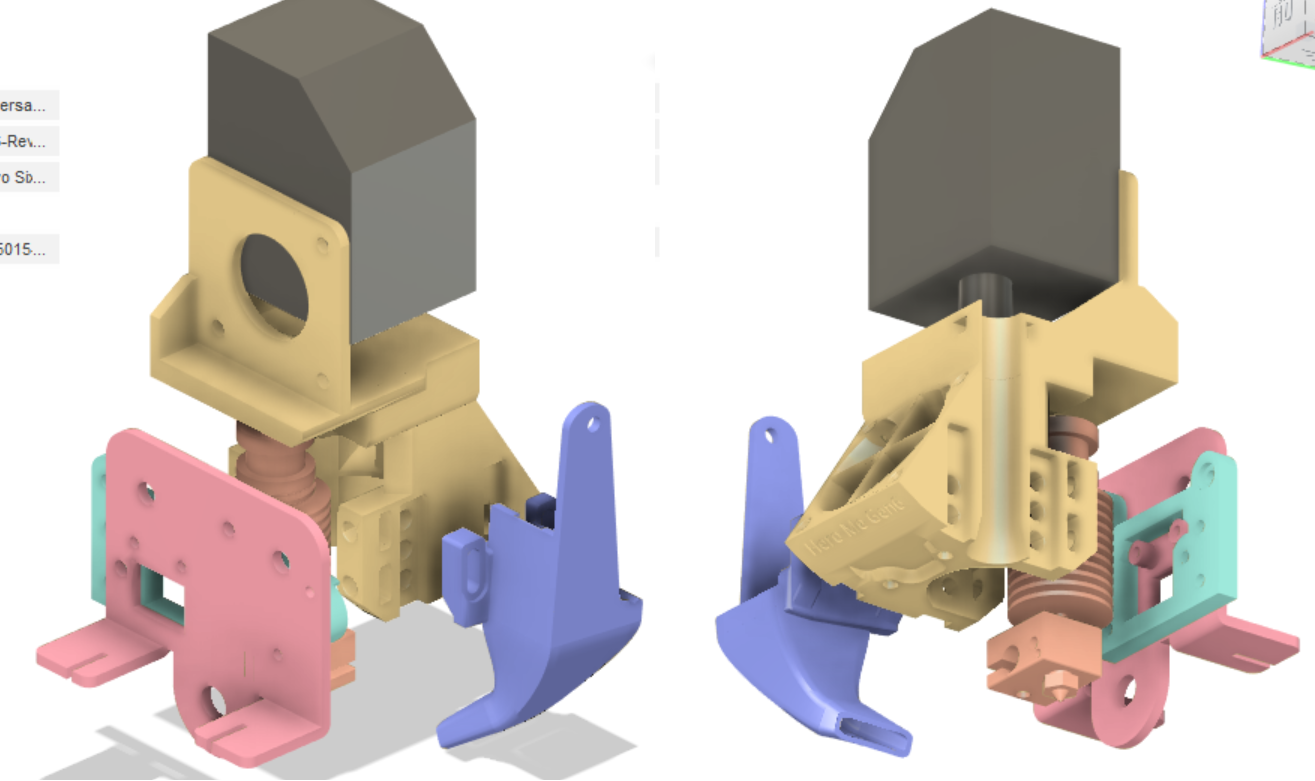
هذا الحامل له العيوب التالية:
- رأس الطباعة بأكمله مثبت على محول، والمحول مثبت بدوره على اللوحة القاعدية، مما يؤدي إلى اهتزازه بسهولة، خاصة عند استخدامي لـ PETG في الطباعة.
- صيانة فوهة التسخين غير مريحة للغاية، يجب فك كل شيء.
- بسبب السبب 1، اهتزاز المروحة أيضًا يتسبب في اهتزاز رأس الطباعة بأكمله.
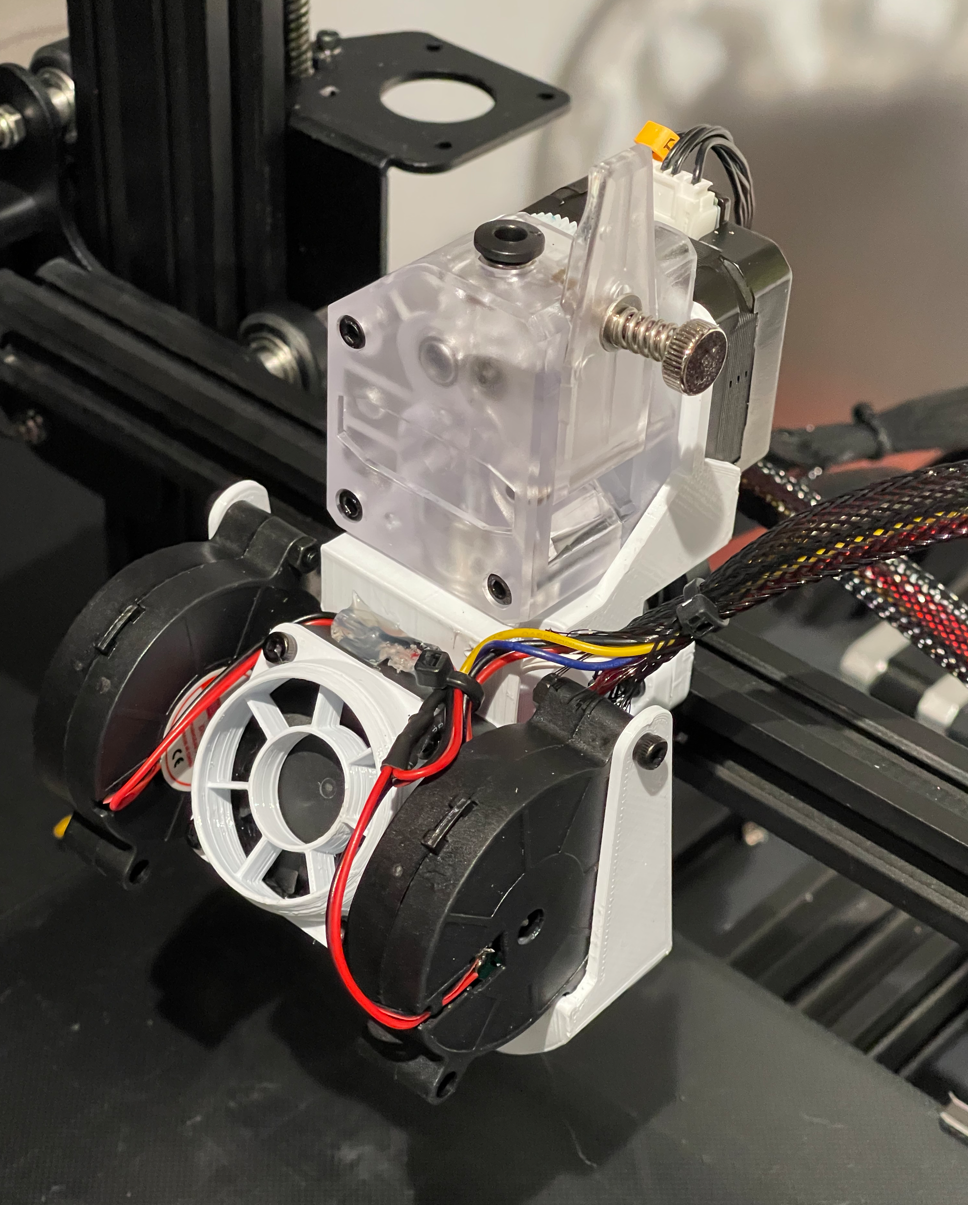
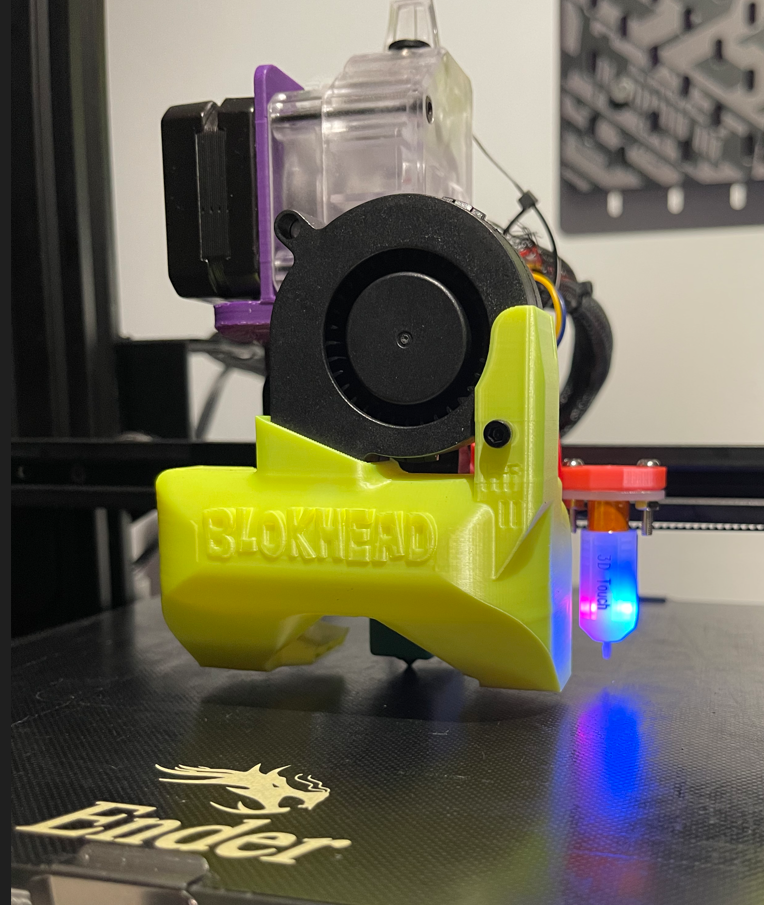
لذلك حاولت مرة أخرى طباعة حامل Petsfang باستخدام ABS+: BMG.E3d.Volc.AIOBase.3.16.21، E3D.30mmCap.3.16.21، وطباعة Blokhead_HI.Flow.II.5.26.21، End3v2.Backbrace.3.16.21، VOLC.BLT.X48_Y-2_Rt.3.16.21 باستخدام PLA، بعد التثبيت بالفعل لم يهتز.

طباعة الحامل تتطلب تجهيز مجموعة من البراغي، HeroMe تتطلب أيضًا صواميل قلاووظ. اشتريت كل أدوات التثبيت بشكل أعمى حسب قسم أدوات التثبيت في جدول sourcing guide لـ Voron2.4، حتى لا أحتاج للاختيار، بشكل أساسي كل ما تحتاجه تعديلات الطابعة موجود فيه. كلفني أكثر من 200، غالي جدًا، لذا سأتجاهل تكلفته.
ترقية فوهة التسخين
فوهة تسخين E3D V6 مستنسخة محلية الصنع 2.6 يوان (اختر النوع البعيد)، كتلة تسخين E3D Volcano 7.5 يوان، فوهة Volcano 1 يوان (أو استخدام كتلة تسخين عادية + فوهة cht 10 يوان)، السعر الإجمالي لا يتجاوز 12 يوان، ملك نسبة الأداء إلى السعر.
تدفق Volcano البالغ $25mm^3/s$ يتضاعف مباشرة، التسخين كافٍ، التصاق الطبقات أعلى، ويمكن أيضًا تغيير الفوهة إلى 0.6، فوهة 0.4 الخاصة بي مغطاة بالغبار. لكن سائل Volcano داخل الحجرة أكثر، تأثير السحب للخلف أضعف، عرضة للتساقط والتشابك، يحتاج للحفاظ على سرعة عالية. فوهة cht يمكنها زيادة التدفق بنسبة 30% دون تغيير كتلة التسخين.
استخدم أنبوب الحلق المعدني بالكامل لطباعة ABS فقط، لأن درجة حرارة أنبوب الحلق المعدني عالية يمكنها إذابة PLA، السحب للخلف العالي جدًا، أو التغذية البطيئة ستسبب انسدادًا.
قمت في نفس الوقت بترقية مستشعر درجة الحرارة ntc100k 350 درجة بـ 4 يوان، لرفع درجة الحرارة لطباعة ABS؛ وكذلك أسطوانة تسخين 24V 50W بـ 10 يوان، لأنني اكتشفت أن فتح المروحة بالكامل عند تدفق 25، فإن 40W لن تستطيع تتبع درجة الحرارة وتتوقف. لكن هدف هذا المقال هو ضعف السرعة، هذه السرعة لا تحتاج لترقية أسطوانة التسخين.
مروحة تبريد فوهة التسخين يمكن استخدام مروحة 4010 الأصلية لفوهة التسخين، وقناة الهواء تستخدم مروحة توربينية 5015 بـ 10 يوان، بالنسبة للتثبيت، كنت كسولًا وقمت بقص أسلاك المروحة التوربينية الأصلية مباشرة ولحام المروحة الجديدة مكانها.
كنت أبحث عن حامل فوهة تسخين مضغوط، النوع الذي يجمع بين BMG و E3DV6 القريب، لكن حامل المحور X لـ Ender3 به قيود كثيرة لا تسمح بذلك، تغيير السكة الخطية سيوفر المزيد من الخيارات. يمكن شراء سكة خطية محلية الصنع بـ 40 يوان، لكن هذا لا يضاهي تجميع Voron مباشرة.
عند تجميع فوهة التسخين، يمكن إضافة بعض معجون التوصيل الحراري الصناعي الذي يتحمل 400 درجة، ووضعه على المستشعر، وعصا التسخين، والجزء اللولبي من أنبوب الحلق (الجانب المخصص للتبريد فقط). معجون السيليكون الصناعي 100 جرام يكلف حوالي 60 يوان، غالي جدًا، لذا سأتجاهل تكلفته.
رفع درجة حرارة سرير التسخين
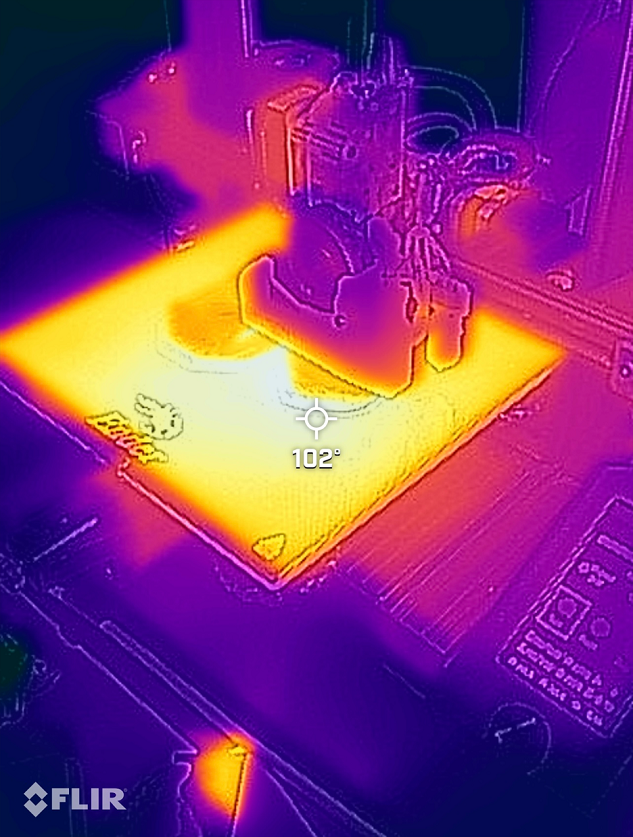
سرير التسخين الرسمي يدعم 90 درجة فقط، عمليًا عند طباعة ABS 80 درجة يتوقف، هذا لأن مروحة اللوحة الأم حاليًا تعمل تبعًا لقناة تبريد قناة الهواء، ولكن عند طباعة ABS، قناة الهواء عادة مغلقة، بالإضافة إلى سرير التسخين 90 درجة، لوحتك الأم ستنفجر، تحتاج لإعادة توصيل الأسلاك لجعل المروحة تعمل دائمًا.
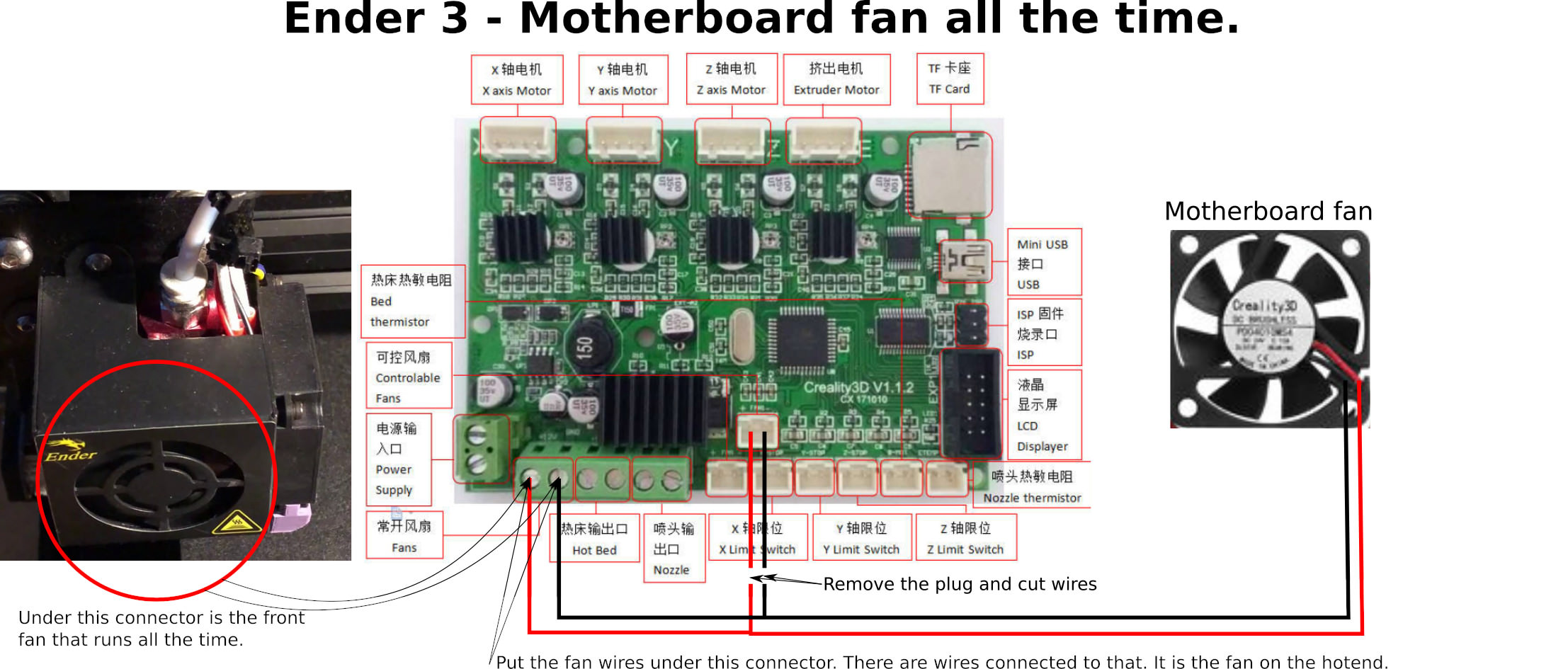
بعد التعديل يمكن الوصول إلى 110 درجة، هناك مكانان آخران لتعديل اللوحة الأم لاحقًا، يمكن تعديلهما معًا.
استبدال محرك خطوة البثق
يحتاج التغيير إلى محرك 42 فطيرة بسمك أقل من 23 (13 يوان)، وإلا سيكون ثقيلًا جدًا، واستخدام الحامل الخلفي سيصطدم بالمقطع. هنا نحتاج مرة أخرى لضبط جهد المحرك، لأن المحرك الرقيق من الواضح أنه لا يتحمل الجهد الأصلي، وأصبح ساخنًا بشكل غير طبيعي. قياس جهد $V_{ref}$ لمشغل E عند الخروج من المصنع كان 1.38، المحرك 42-23 الذي اشتريته تياره المقنن 1A، التحويل إلى RMS $I_{max}$ يعطي 0.707A، لذا ضبطت $V_{ref}$ إلى 0.98، وأصبحت درجة حرارته طبيعية عند اللمس.
أثناء الاختبار اكتشفت أيضًا أن محرك البثق لا يعمل ويرتجف ثم يتوقف، ظننت أن اللوحة الأم توقفت، اختبرت ذهابًا وإيابًا لنصف يوم واكتشفت أن طرف وصلة سلك المحور E لم يتم ضغطه جيدًا عند الخروج من المصنع، لم أتوقع أن سلك المحرك يمكن أن يتلف أيضًا.
تعديل معلمات البرنامج الثابت
بعد الان

1700515